HEIDENHAIN MANUALplus 4110 Pilot Benutzerhandbuch
Seite 73
73
Einstechzyklus
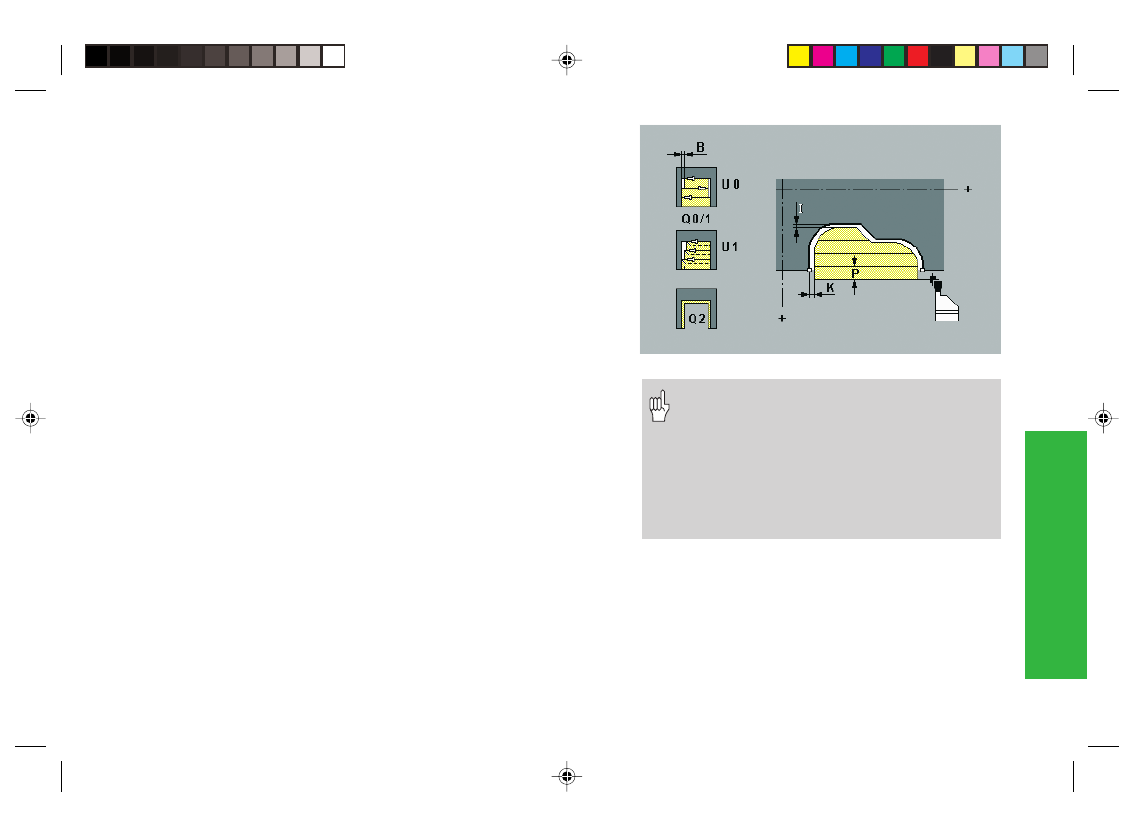
Stechdrehzyklus längs G815
Stechdrehzyklus plan G825
G815/G825 zerspanen den durch die Werkzeugposition und der
Konturbeschreibung in den Folgesätzen definierten Konturbereich.
Werkzeugposition am Zyklusende: Zyklusstartpunkt.
Parameter
X, Z:
Schnittbegrenzung (X Durchmessermaß)
P:
(maximale) Zustelltiefe
I, K:
Aufmaß in X, Z – default: 0
Q:
Schruppen / Schlichten
• Q=0: Schruppen und Schlichten
• Q=1: nur Schruppen
• Q=2: nur Schlichten
U:
Drehbearbeitung unidirektional – default: 0
• U=0: Drehbearbeitung bidirektional
• U=1: Drehbearbeitung unidirektional
G811: in Richtung Hauptspindel
G821: die MANUALplus zerspant in Richtung Werkzeugposition –
„Bodeneckpunkt X“
B:
Versatzbreite – default: 0
O:
Einstechvorschub – default: aktiver Vorschub
E:
Schlichtvorschub – default: aktiver Vorschub
• Schneidenradiuskorrektur: wird durchge-
führt
• Aufmaße: G57/G58-Aufmaße werden ver-
rechnet, wenn I/K in dem Zyklus nicht an-
gegeben sind. Nach der Zyklusausführung
werden die Aufmaße gelöscht.
• Bei Q=2 definieren Sie mit „I, K“ das Mate-
rial, das bei dem Schlichten zerspant wird.
4110_5c.pm6
08.03.2006, 11:15
73