HEIDENHAIN MANUALplus 4110 Pilot Benutzerhandbuch
Seite 64
64
Abspanzyklen
Achtung Kollisionsgefahr!
Nach einem Schnitt fährt das Werkzeug dia-
gonal zurück, um für den nächsten Schnitt zu-
zustellen. Programmieren Sie einen zusätz-
lichen Eilgangweg, wenn ein Kollisionsrisiko
besteht.
Einfacher Konturwiederholzyklus G83
G83 führt mehrfach die in den Folgesätzen programmierten Funktionen
aus. In den Folgesätzen werden einfache Verfahrwege oder Zyklen ohne
Konturbeschreibung programmiert. G80 beendet den Bearbeitungs-
zyklus.
G83 beginnt die Zyklusbearbeitung ab der Werkzeugposition. Vor jedem
Schnitt stellt der Zyklus um „I, K" zu. Danach wird die in den Folgesätzen
definierte Bearbeitung durchgeführt, wobei der Abstand der Werkzeug-
position zum Konturstartpunkt als „Aufmaß“ angenommen wird. G83
wiederholt diesen Vorgang so oft, bis der „Startpunkt“ erreicht ist.
Werkzeugposition am Zyklusende: Zyklusstartpunkt.
G83 darf nicht geschachtelt werden, auch nicht durch den Aufruf von
Unterprogrammen.
Parameter
X, Z:
Startpunkt (X Durchmessermaß)
I/K:
maximale Zustellung (I, K ohne Vorzeichen eingeben)
• Schneidenradiuskorrektur: wird nicht durchgeführt – Sie
können die Schneidenradiuskorrektur mit G41/G42 separat
programmieren und mit G40 wieder ausschalten.
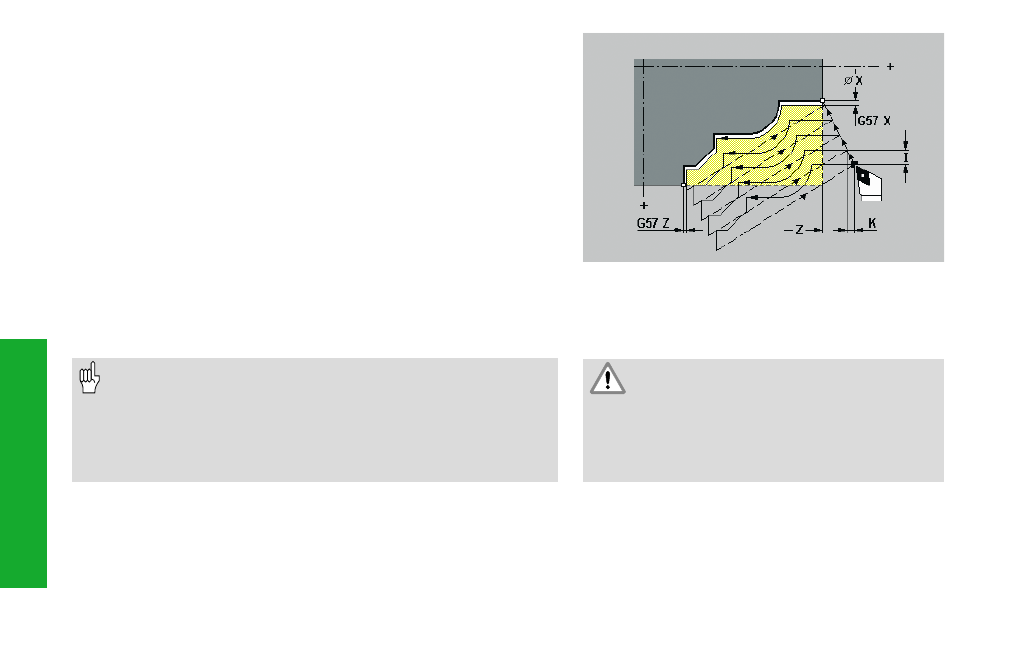
• Aufmaße: G57-Aufmaße werden verrechnet. Ein G58-Aufmaß
wird verrechnet, wenn die SRK aktiv ist. Die Aufmaße bleiben
nach Zyklusausführung aktiv.