Finecut, langsam (unlegierter stahl), Finecut, langsam (unlegierter stahl) -36, Powermax – Hypertherm Powermax105 Rev.0 Benutzerhandbuch
Seite 108
Konfiguration des Maschinenbrenners
6-36
powermax
105
Wartungshandbuch
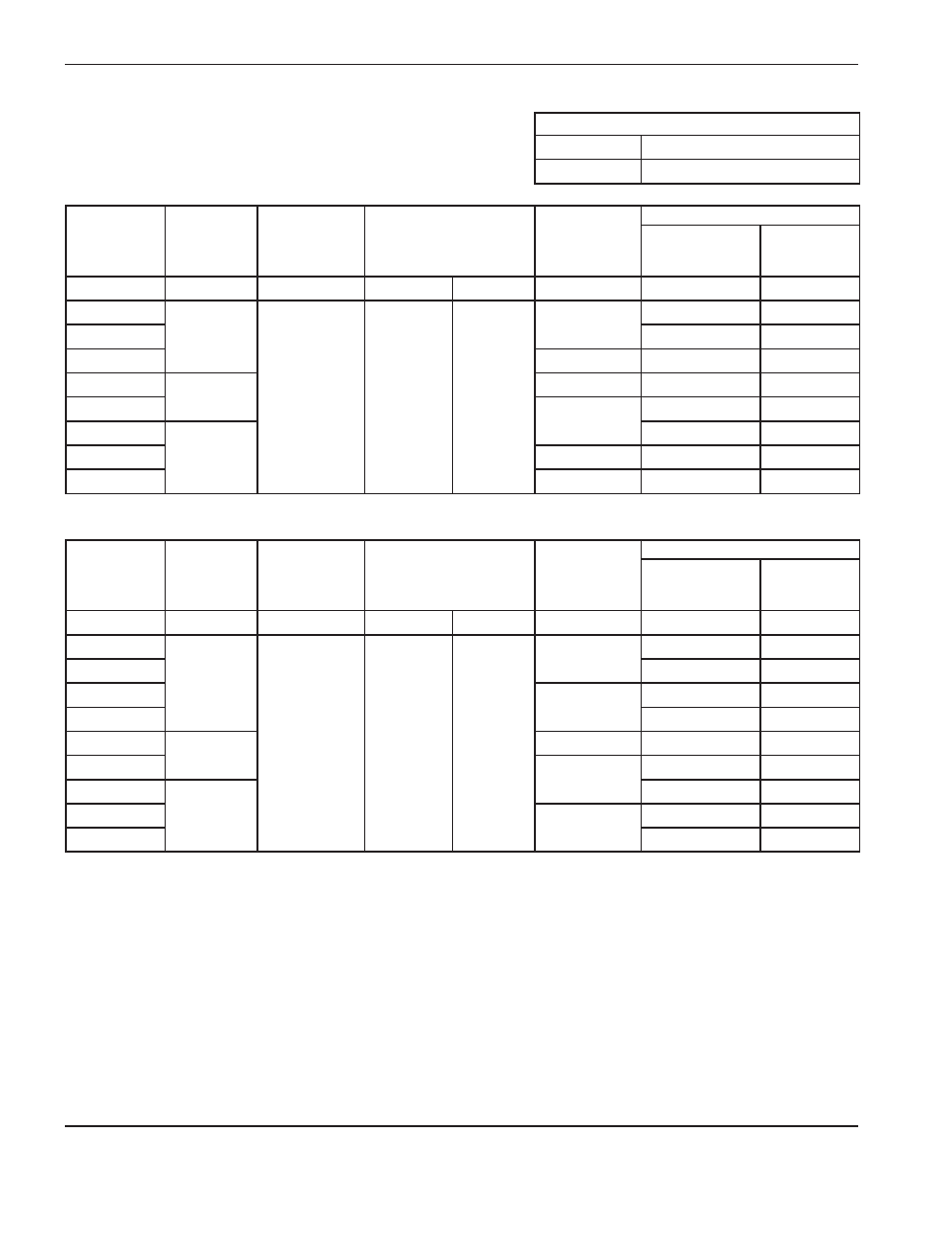
FineCut, langsam (unlegierter Stahl)
Luftdurchflussmenge – slpm/scfh
Heiß
181 / 384
Kalt
191 / 404
Metrisch
Material-
stärke
Strom
Abstand
zwischen
Brenner und
Werkstück
Anfangslochstechhöhe
Lochstechzeit-
verzögerung
Empfohlen
Schnitt-
geschwindigkeit
Spannung
mm
A
mm
mm
%
Sekunden
(mm/min)
Volt
0,5
30
1,5
2,25
150
0,0
3800
69
0,6
3800
68
0,8
0,1
3800
70
1 *
40
0,2
3800
72
1,5 *
0,4
3800
75
2
45
3700
76
3
0,5
2750
78
4
1900
78
Englisch
Material-
stärke
Strom
Abstand
zwischen
Brenner und
Werkstück
Anfangslochstechhöhe
Lochstechzeit-
verzögerung
Empfohlen
Schnitt-
geschwindigkeit
Spannung
A
Zoll
Zoll
%
Sekunden
Zoll/min
Volt
26 GA
30
0.06
0.09
150
0.0
150
70
24 GA
150
68
22 GA
0.1
150
70
20 GA
150
71
18 GA
40
0.2
150
73
16 GA *
0.4
150
75
14 GA *
45
150
76
12 GA
0.5
120
78
10 GA
95
78
*Kein bartfreier Schnitt.