HEIDENHAIN TNC 310 (286 140) Benutzerhandbuch
Seite 101
87
HEIDENHAIN TNC 310
7.2 Zusatz-Funktionen für Programm-
lauf-Kontrolle, Spindel und Kühl-
mittel
7.3 Zusatz-Funktionen für
Koordinatenangaben
Maschinenbezogene Koordinaten programmieren
M91/M92
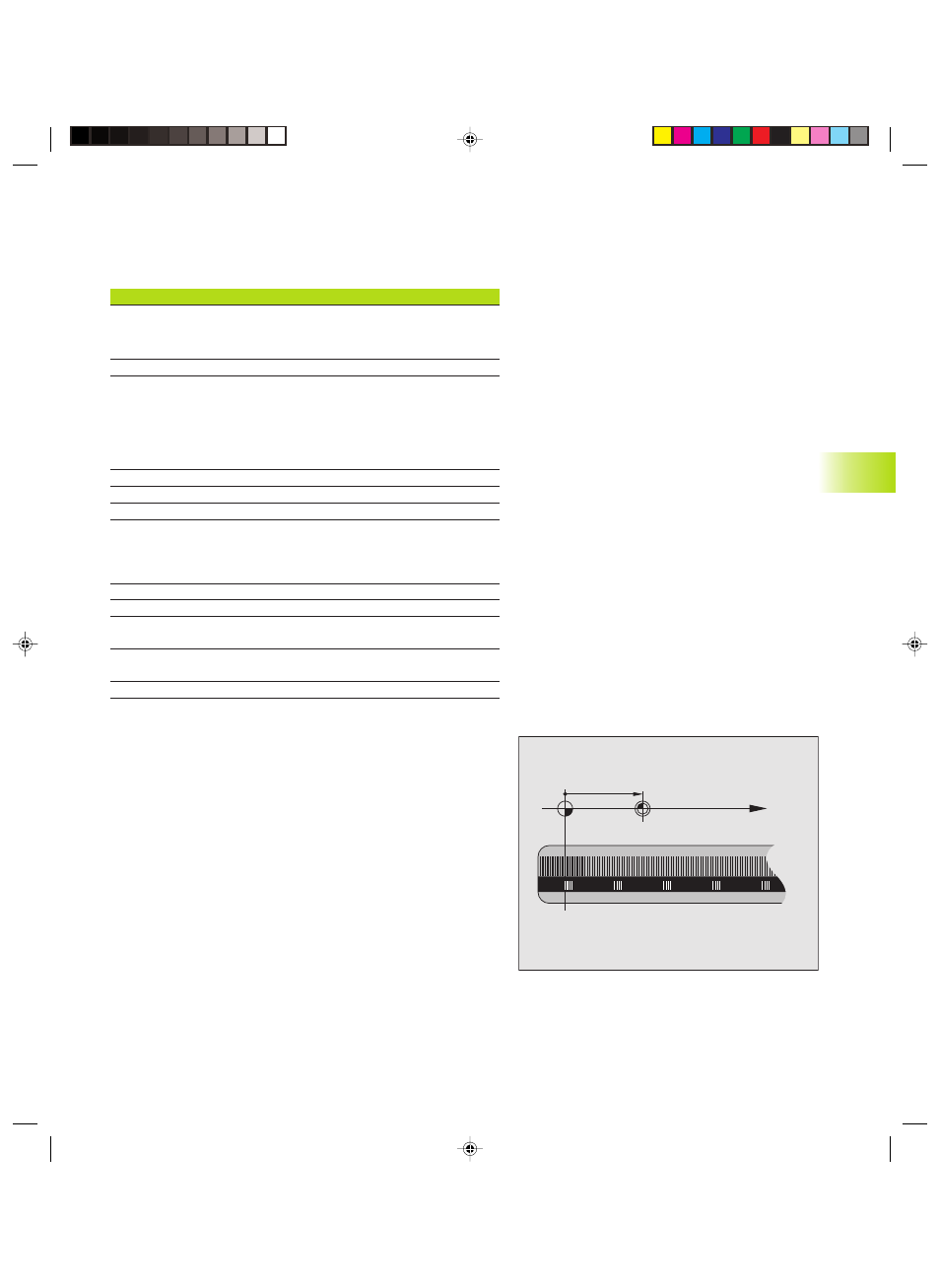
Maßstab-Nullpunkt
Auf dem Maßstab legt eine Referenzmarke die Position des Maß-
stab-Nullpunkts fest.
Maschinen-Nullpunkt
Den Maschinen-Nullpunkt benötigen Sie, um
n
Verfahrbereichs-Begrenzungen (Software-Endschalter) zu setzen
n
maschinenfeste Positionen (z.B. Werkzeugwechsel-Position)
anzufahren
n
einen Werkstück-Bezugspunkt zu setzen
X (Z,Y)
X
MP
7.2
Zusatz-F
unktionen
für
Pr
ogr
ammlauf-K
ontr
olle,
Spindel
und
Kühlmit
tel;
7.3
Zusatz-F
unktionen
für
K
oor
dinat
enang
aben
M
Wirkung
M00
Programmlauf HALT
Spindel HALT
Kühlmittel AUS
M01
Programmlauf HALT
M02
Programmlauf HALT
Spindel HALT
Kühlmittel aus
Rücksprung zu Satz 1
Löschen der Status-Anzeige (abhängig
von Maschinenparameter 7300)
M03
Spindel EIN im Uhrzeigersinn
M04
Spindel EIN gegen den Uhrzeigersinn
M05
Spindel HALT
M06
Werkzeugwechsel
Spindel HALT
Programmlauf HALT (abhängig von
Maschinenparameter 7440)
M08
Kühlmittel EIN
M09
Kühlmittel AUS
M13
Spindel EIN im Uhrzeigersinn
Kühlmittel EIN
M14
Spindel EIN gegen den Uhrzeigersinn
Kühlmittel ein
M30
wie M02
Wirkung am
Satz-Ende
Satz-Ende
Satz-Ende
Satz-Anfang
Satz-Anfang
Satz-Ende
Satz-Ende
Satz-Anfang
Satz-Ende
Satz-Anfang
Satz-Anfang
Satz-Ende
HKAP7.PM6
16.03.2007, 08:22
87