3 w er kz eug-k or rekt ur – HEIDENHAIN TNC 310 (286 140) Benutzerhandbuch
Seite 68
54
5 Programmieren: Werkzeuge
5.3
W
er
kz
eug-K
or
rekt
ur
RL
RL
RL
Radiuskorrektur: Ecken bearbeiten
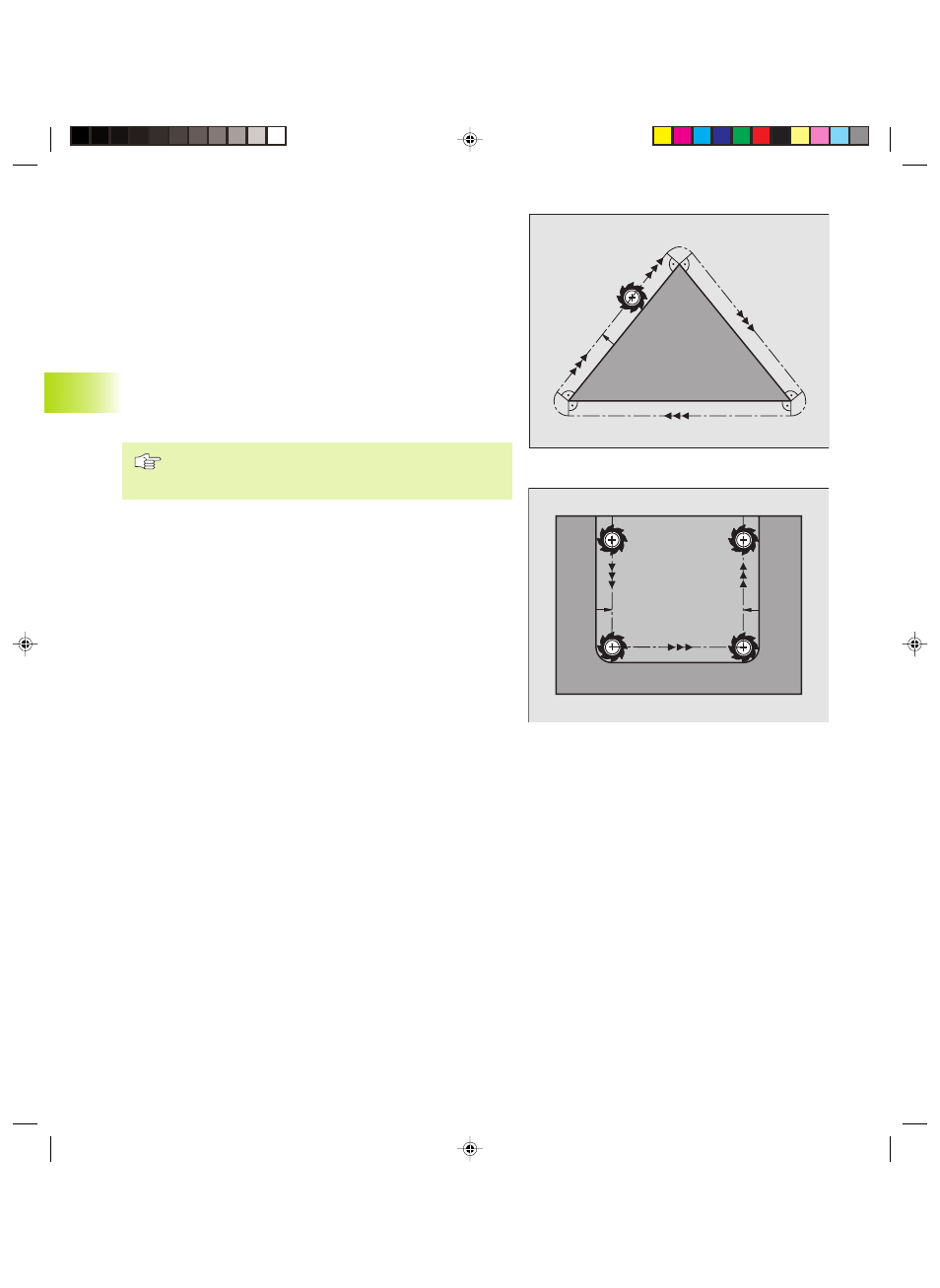
Außenecken
Wenn Sie eine Radiuskorrektur programmiert haben, dann führt die
TNC das Werkzeug an den Außenecken auf einem Übergangskreis
und das Werkzeug wälzt sich am Eckpunkt ab. Falls nötig, reduziert
die TNC den Vorschub an den Außenecken, zum Beispiel bei großen
Richtungswechseln.
Innenecken
An Innenecken errechnet die TNC den Schnittpunkt der Bahnen, auf
denen der Werkzeug-Mittelpunkt korrigiert verfährt. Von diesem
Punkt an verfährt das Werkzeug am nächsten Konturelement
entlang. Dadurch wird das Werkstück an den Innenecken nicht
beschädigt. Daraus ergibt sich, daß der Werkzeug-Radius für eine
bestimmte Kontur nicht beliebig groß gewählt werden darf.
Legen Sie den Start- oder Endpunkt bei einer Innen-
bearbeitung nicht auf einen Kontur-Eckpunkt, da sonst
die Kontur beschädigt werden kann.
Ecken ohne Radiuskorrektur bearbeiten
Ohne Radiuskorrektur können Sie Werkzeugbahn und Vorschub an
Werkstück-Ecken mit der Zusatzfunktion M90 beeinflussen. Siehe
7.4 Zusatzfunktionen für das Bahnverhalten.
FKAP5.PM6
16.03.2007, 08:22
54