6 zyklen zur k oor dinat en-umr echnung – HEIDENHAIN TNC 310 (286 140) Benutzerhandbuch
Seite 152
8 Programmieren: Zyklen
138
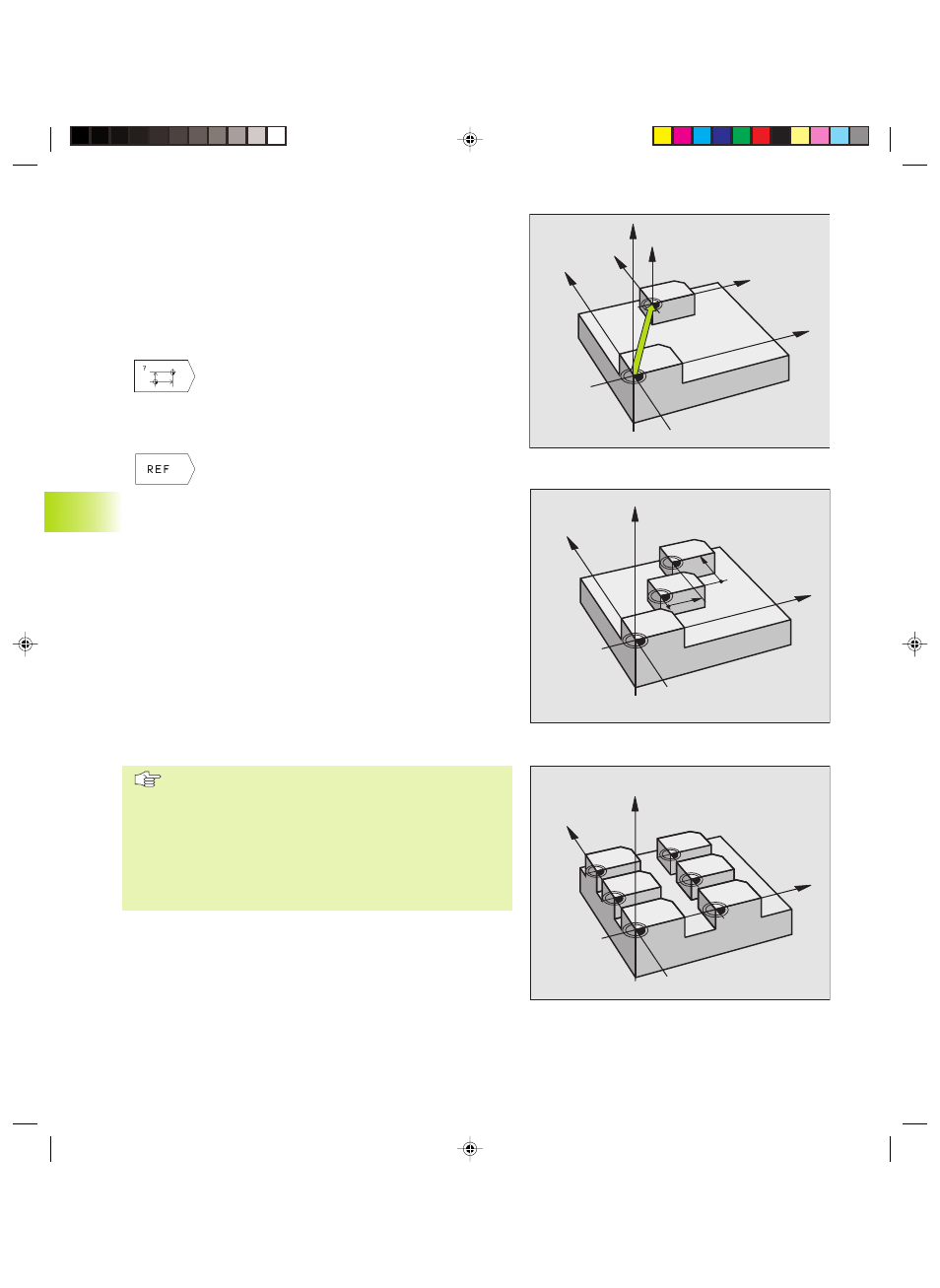
NULLPUNKT-Verschiebung (Zyklus 7)
Mit der NULLPUNKT-Verschiebung können Sie Bearbeitungen an
beliebigen Stellen des Werkstücks wiederholen.
Wirkung
Nach einer Zyklus-Definition NULLPUNKT-Verschiebung beziehen
sich alle Koordinaten-Eingaben auf den neuen Nullpunkt. Die
Verschiebung in jeder Achse zeigt die TNC in der zusätzlichen
Status-Anzeige an.
ú
Verschiebung : Koordinaten des neuen Nullpunkts
eingeben; Absolutwerte beziehen sich auf den
Werkstück-Nullpunkt, der durch das Bezugspunkt-
Setzen festgelegt ist; Inkrementalwerte beziehen
sich immer auf den zuletzt gültigen Nullpunkt
dieser kann bereits verschoben sein
ú
REF: Softkey REF drücken (2. Softkey-Leiste), dann
bezieht sich der programmierte Nullpunkt auf den
Maschinen-Nullpunkt. Die TNC kennzeichnet in
diesem Fall den ersten Zyklus-Satz mit REF
Rücksetzen
Die Nullpunkt-Verschiebung mit den Koordinatenwerten X=0, Y=0
und Z=0 hebt eine Nullpunkt-Verschiebung wieder auf.
Status-Anzeigen
Wenn sich Nullpunkte auf den Maschinen-Nullpunkt beziehen, dann
n
bezieht sich die Positions-Anzeige auf den aktiven (verschobenen)
Nullpunkt
n
bezieht sich der angezeigte Nullpunkt in der zusätzlichen Status-
Anzeige auf den Maschinen-Nullpunkt, wobei die TNC den
manuell gesetzten Bezugspunkt mit einrechnet
NULLPUNKT-Verschiebung mit Nullpunkt-Tabellen
(Zyklus 7)
Nullpunkte aus der Nullpunkt-Tabelle können sich auf
den aktuellen Bezugspunkt oder den Maschinen-Null-
punkt beziehen (abhängig von Maschinen-Parameter
7475)
Die Koordinaten-Werte aus Nullpunkt-Tabellen sind
ausschließlich absolut wirksam.
Beachten Sie, daß sich die Nullpunkt-Nummern verschie-
ben, wenn Sie Zeilen in bestehende Nullpunkt-Tabellen
einfügen (ggf. NC-Programm ändern).
8.6
Zyklen
zur
K
oor
dinat
en-Umr
echnung
Z
Z
X
X
Y
Y
Z
X
Y
IX
IY
N
0
N
2
N
4
N
1
N
3
N
5
Z
X
Y
KKAP8.PM6
16.03.2007, 08:22
138