HEIDENHAIN TNC 310 (286 140) Benutzerhandbuch
Seite 131
117
HEIDENHAIN TNC 310
ú
Koord. Werkstück-Oberfläche Q203 (absolut): Koordina-
te Werkstück-Oberfläche
ú
2. Sicherheits-Abstand Q204 (inkremental): Koordinate
Spindelachse, in der keine Kollision zwischen Werk-
zeug und Werkstück (Spannmittel) erfolgen kann
ú
Mitte 1. Achse Q216 (absolut): Mitte der Tasche in der
Hauptachse der Bearbeitungsebene
ú
Mitte 2. Achse Q217 (absolut): Mitte der Tasche in der
Nebenachse der Bearbeitungsebene
ú
Rohteil-Durchmesser Q222: Durchmesser der vor-
bearbeiteten Tasche; Rohteil-Durchmesser kleiner als
Fertigteil-Durchmesser eingeben. Wenn Sie
Q222 = 0 eingeben, dann sticht die TNC in der
Taschenmitte ein
ú
Fertigteil-Durchmesser Q223: Durchmesser der fertig
bearbeiteten Tasche; Fertigteil-Durchmesser größer
als Rohteil-Durchmesser und größer als Werkzeug-
Durchmesser eingeben
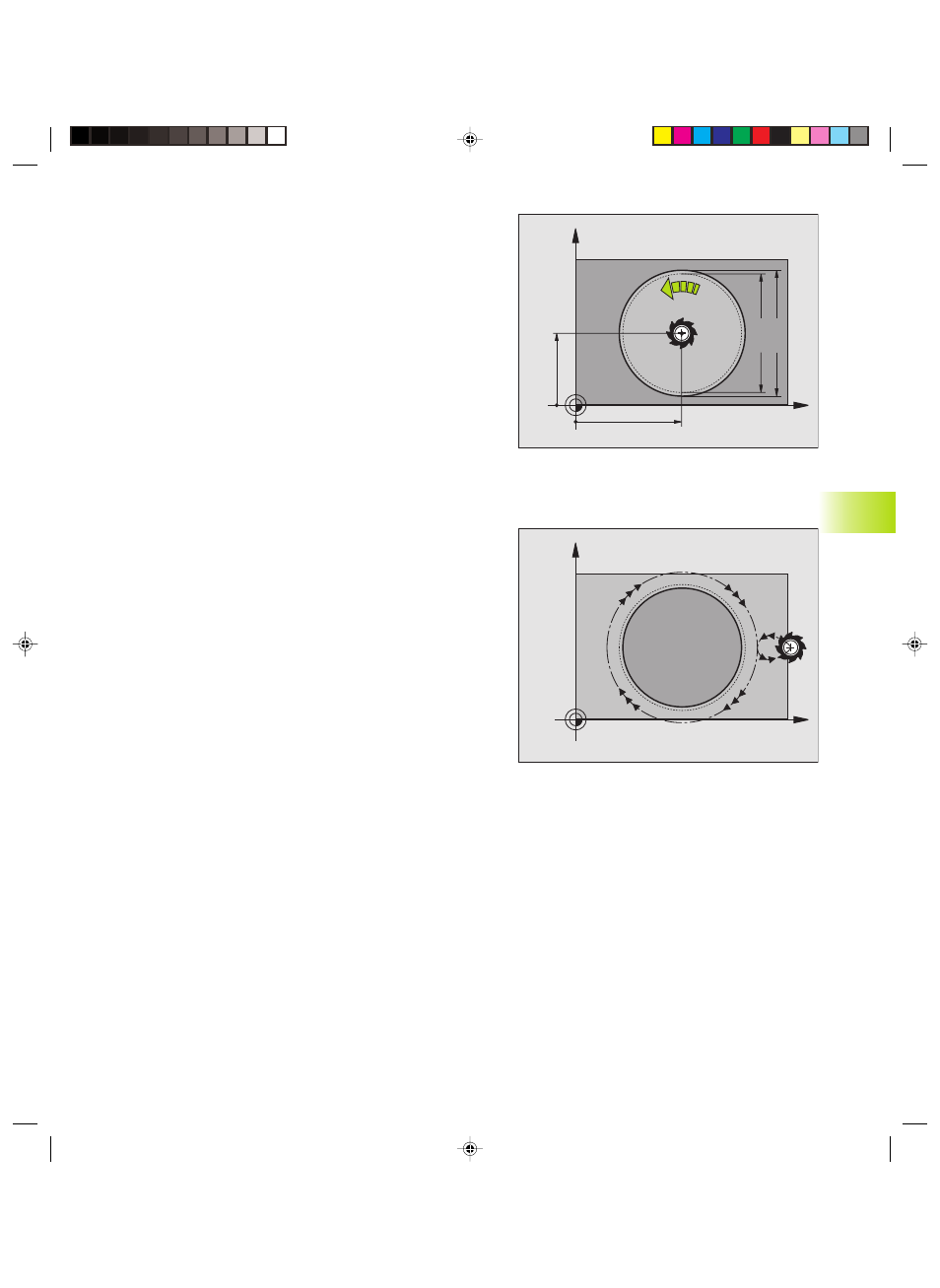
KREISZAPFEN SCHLICHTEN (Zyklus 215)
1 Die TNC fährt das Werkzeug automatisch in der Spindelachse auf
den Sicherheits-Abstand, oder falls eingegeben auf den
2. Sicherheits-Abstand und anschließend in die Zapfenmitte
2 Von der Zapfenmitte aus fährt das Werkzeug in der Bearbeitungs-
ebene auf den Startpunkt der Bearbeitung. Der Startpunkt liegt
den ca 3,5-fachen Werkzeug-Radius rechts vom Zapfen
3 Falls das Werkzeug auf dem 2. Sicherheits-Abstand steht, fährt
die TNC das Werkzeug im Eilgang FMAX auf den Sicherheits-
Abstand und von dort mit dem Vorschub Tiefen-Zustellung auf die
erste Zustell-Tiefe
4 Anschließend fährt das Werkzeug tangential an die Fertigteil-
kontur und fräst im Gleichlauf einen Umlauf
5 Danach fährt das Werkzeug tangential von der Kontur weg zurück
zum Startpunkt in der Bearbeitungsebene
6 Dieser Vorgang (4 bis 5) wiederholt sich, bis die programmierte
Tiefe erreicht ist
7 Am Ende des Zyklus fährt die TNC das Werkzeug mit FMAX auf
den Sicherheits-Abstand oder - falls eingegeben - auf den
2. Sicherheits-Abstand und anschließend in die Mitte der Tasche
(Endposition = Startposition)
X
Y
Q222
Q217
Q216
Q207
Q223
X
Y
8.3
Zyklen
zum
Fräsen
vo
n
Taschen,
Zapf
en
und
Nut
en
KKAP8.PM6
16.03.2007, 08:22
117