HEIDENHAIN TNC 310 (286 140) Benutzerhandbuch
Seite 206
11 Programm-Test und Programmlauf
192
11
.3
Pr
ogr
ammlauf
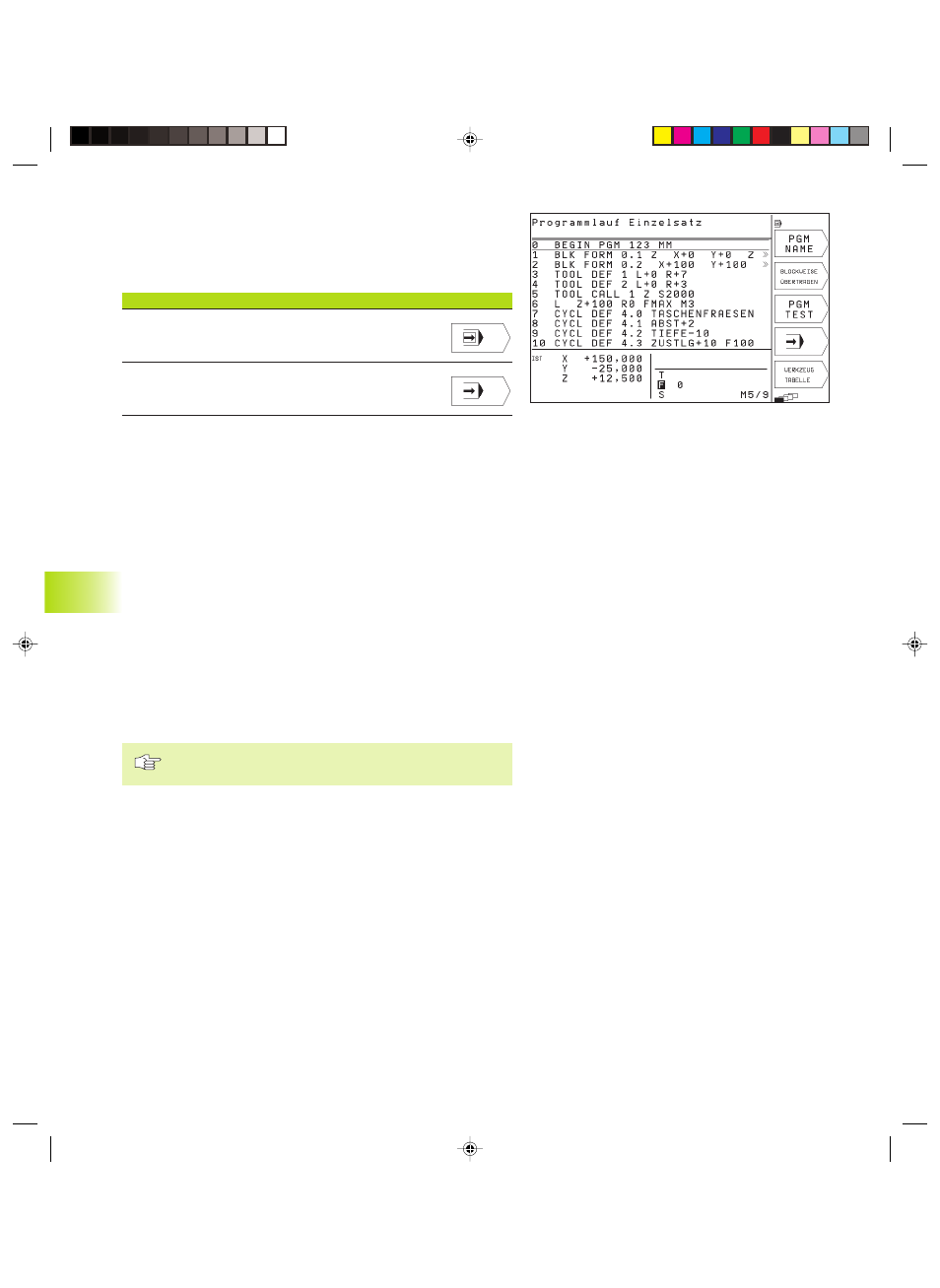
11.3 Programmlauf
In der Betriebsart Programmlauf führt die TNC das Programm im
Einzelsatz oder kontinuierlich aus.
Funktionen
Softkey
Programmlauf Einzelsatz
(Grundeinstellung)
Programmlauf Satzfolge
Im Programmlauf Einzelsatz führt die TNC jeden Satz nach Drücken
der NC-START-Taste einzeln aus.
Im Programmlauf Satzfolge führt die TNC ein Bearbeitungs-Pro-
gramm kontinuierlich bis zum Programm-Ende oder bis zu einer
Unterbrechung aus.
Die folgenden TNC-Funktionen können Sie in den Programmlauf-
Betriebsarten nutzen:
n
Programmlauf unterbrechen
n
Programmlauf ab bestimmtem Satz
n
Zusätzliche Status-Anzeige
Bearbeitungs-Programm ausführen
Vorbereitung
1 Werkstück auf dem Maschinentisch aufspannen
2 Bezugspunkt setzen
3 Bearbeitungs-Programm wählen (Status M)
Vorschub und Spindeldrehzahl können Sie mit den
Override-Drehknöpfen ändern.
Programmlauf Satzfolge
ú
Bearbeitungs-Programm mit der NC-Start-Taste starten
Programmlauf Einzelsatz
ú
Jeden Satz des Bearbeitungs-Programms mit der NC-Start-Taste
einzeln starten
NKAP11.PM6
16.03.2007, 08:23
192