2 werkzeug-daten, 2 we rk zeug-d at en – HEIDENHAIN TNC 310 (286 140) Benutzerhandbuch
Seite 59
45
HEIDENHAIN TNC 310
5.2 Werkzeug-Daten
Üblicherweise programmieren Sie die Koordinaten der Bahn-
bewegungen so, wie das Werkstück in der Zeichnung bemaßt ist.
Damit die TNC die Bahn des Werkzeug-Mittelpunkts berechnen,
also eine Werkzeug-Korrektur durchführen kann, müssen Sie Länge
und Radius zu jedem eingesetzten Werkzeug eingeben.
Werkzeug-Daten können Sie entweder mit der Funktion TOOL DEF
direkt im Programm oder (und) separat in der Werkzeug-Tabelle
eingeben. Die TNC berücksichtigt die eingegebenen Informationen,
wenn das Bearbeitungs-Programm läuft.
Werkzeug-Nummer
Jedes Werkzeug ist durch eine Nummer zwischen 0 und 254
gekennzeichnet.
Das Werkzeug mit der Nummer 0 ist als Null-Werkzeug festgelegt
und hat die Länge L=0 und den Radius R=0. In Werkzeug-Tabellen
sollten Sie das Werkzeug T0 ebenfalls mit L=0 und R=0 definieren.
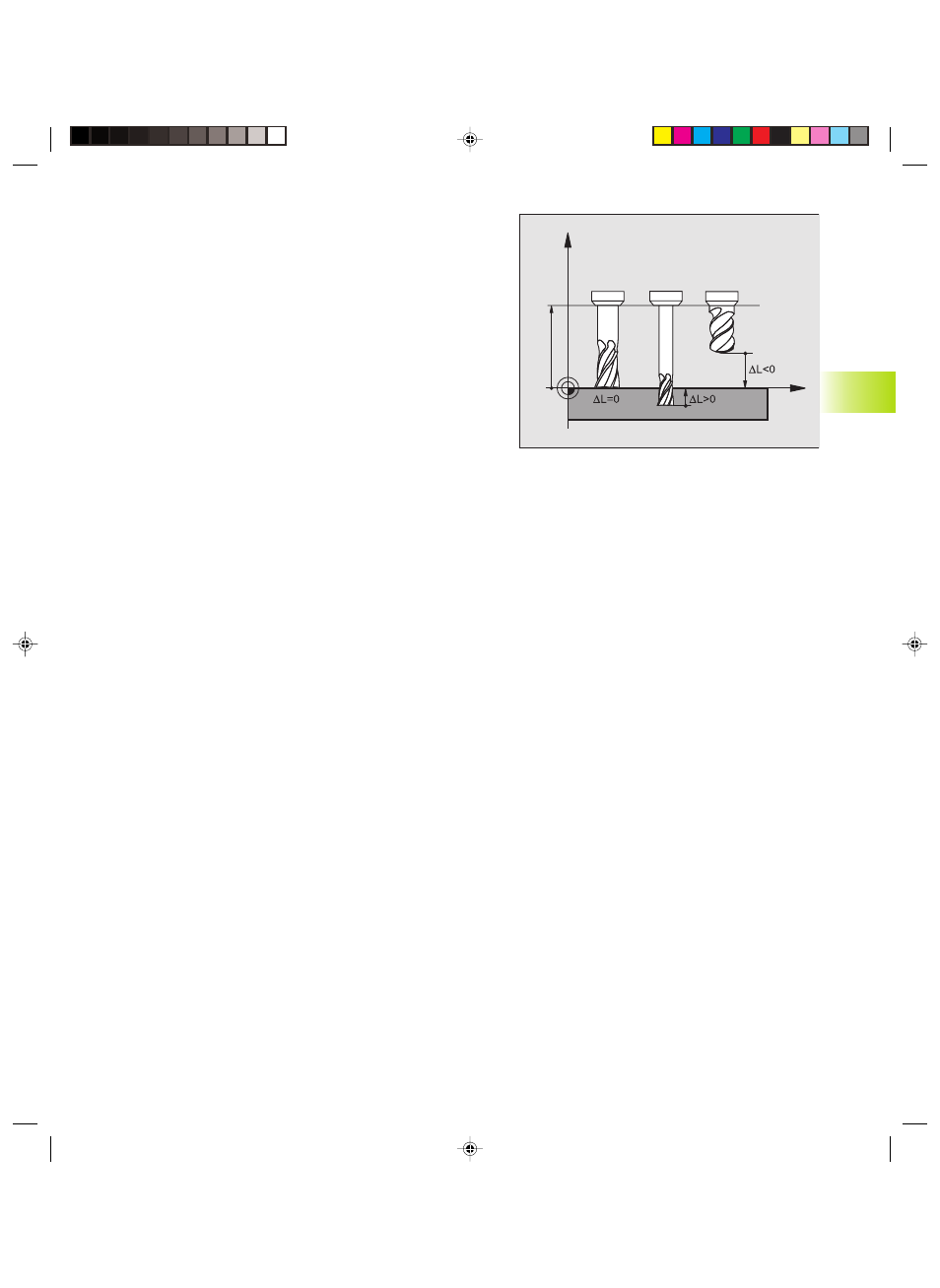
Werkzeug-Länge L
Die Werkzeug-Länge L können Sie auf zwei Arten bestimmen:
1 Die Länge L ist die Differenz aus der Länge des Werkzeugs und
der Länge eines Null-Werkzeugs L
0
.
Vorzeichen:
n
Das Werkzeug ist länger als das Null-Werkzeug:
L>L
0
n
Das Werkzeug ist kürzer als das Null-Werkzeug:
L<L
0
Länge bestimmen:
ú
Null-Werkzeug auf Bezugsposition in der Werkzeugachse fahren
(z.B. Werkstück-Oberfläche mit Z=0)
ú
Anzeige der Werkzeugachse auf Null setzen (Bezugspunkt setzen)
ú
Nächstes Werkzeug einwechseln
ú
Werkzeug auf gleiche Bezugs-Position wie Null-Werkzeug
fahren
ú
Anzeige der Werkzeugachse zeigt den Längenunterschied des
Werkzeugs zum Null-Werkzeug
ú
Wert mit Softkey AKT. POS. in den TOOL DEF-Satz bzw. in die
Werkzeug-Tabelle übernehmen
2 Wenn Sie die Länge L mit einem Voreinstellgerät bestimmen,
dann geben Sie den ermittelten Wert direkt in die Werkzeug-
Definiton TOOL DEF ein.
5.2
We
rk
zeug-D
at
en
Z
X
L
0
FKAP5.PM6
16.03.2007, 08:22
45