11 .3 pr ogr ammlauf – HEIDENHAIN TNC 310 (286 140) Benutzerhandbuch
Seite 211
197
HEIDENHAIN TNC 310
Beliebiger Einstieg ins Programm (Satzvorlauf)
Mit der Funktion VORLAUF ZU SATZ N (Satzvorlauf) können Sie ein
Bearbeitungs-Programm ab einem frei wählbaren Satz N abarbei-
ten. Die Werkstück-Bearbeitung bis zu diesem Satz wird von der
TNC rechnerisch berücksichtigt.
Den Satzvorlauf immer am Programm-Anfang beginnen.
Enthält das Programm bis zum Ende des Satzvorlaufs
eine programmierte Unterbrechung, unterbricht die TNC
dort den Satzvorlauf. Um den Satzvorlauf fortzusetzen,
die Softkeys VORLAUF ZU SATZ N und START nochmals
drücken.
Nach einem Satzvorlauf fahren Sie das Werkzeug mit der
Funktion Wiederanfahren an die Kontur auf die ermittelte
Position (siehe nächste Seite).
ú
Ersten Satz des aktuellen Programms als Beginn für Vorlauf
wählen: GOTO 0 eingeben.
ú
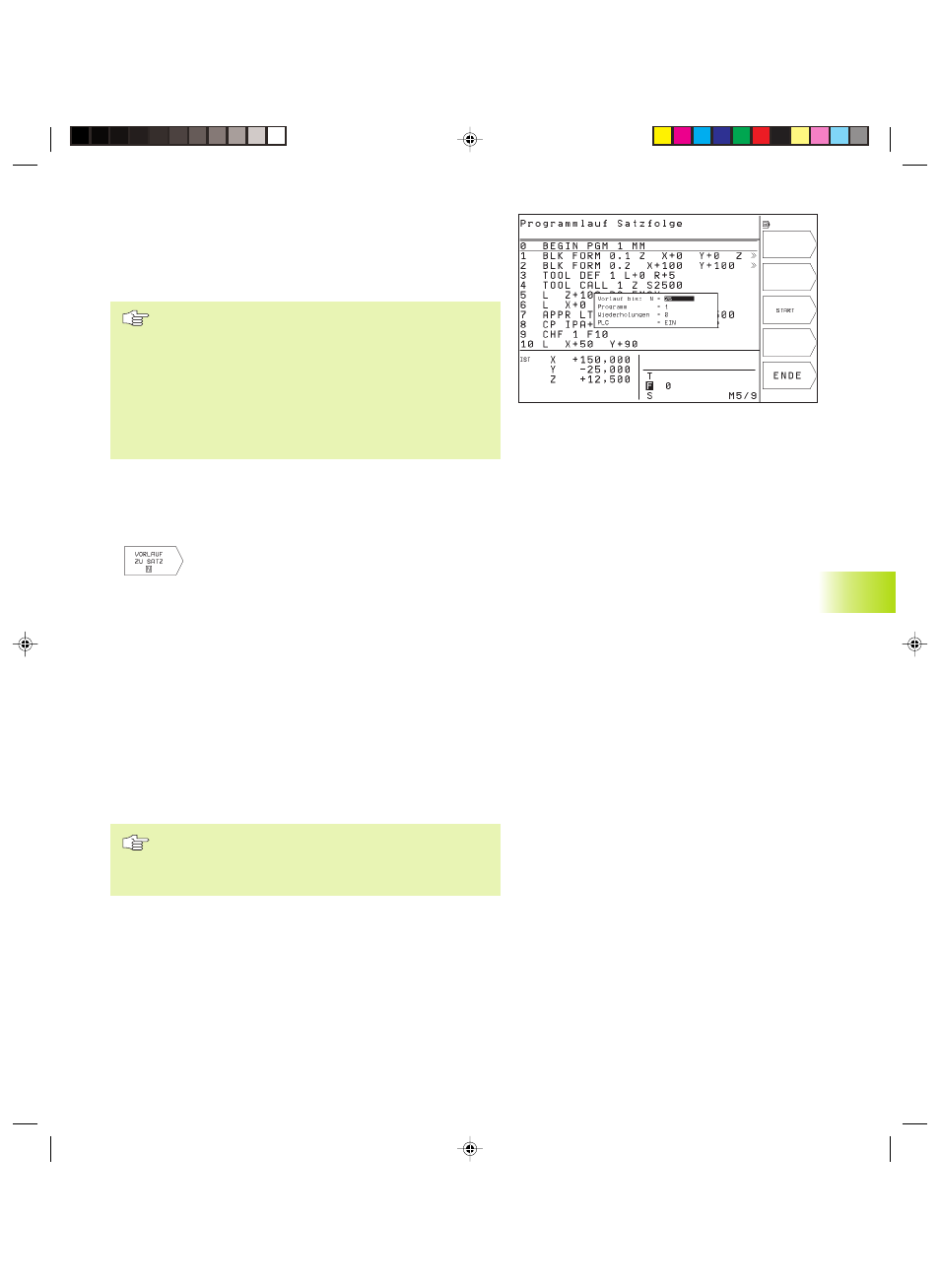
Satzvorlauf wählen: Softkey VORLAUF ZU SATZ N drücken, die
TNC blendet ein Eingabefenster ein:
ú
Vorlauf bis N: Nummer N des Satzes eingeben, bei
dem der Vorlauf enden soll
ú
Programm: Namen des Programms eingeben, in
dem der Satz N steht
ú
Wiederholungen: Anzahl der Wiederholungen
eingeben, die im Satz-Vorlauf berücksichtigt
werden sollen, falls Satz N innerhalb einer
Programmteil-Wiederholung steht
ú
PLC EIN/AUS: Um Werkzeug-Aufrufe und Zusatz-
Funktionen M zu berücksichtigen: PLC auf EIN
stellen (mit Taste ENT zwischen EIN und AUS
umschalten). PLC auf AUS betrachtet ausschließlich
die Geometrie
ú
Satzvorlauf starten: Softkey START drücken
ú
Kontur anfahren: Siehe nächsten Abschnitt Wieder-
anfahren an die Kontur
Sie können das Eingabefenster für den Satzvorlauf
verschieben. Drücken Sie dazu die Taste zur Festlegung
der Bildschirm-Aufteilung und benutzen die dort ange-
zeigten Softkeys.
11
.3
Pr
ogr
ammlauf
NKAP11.PM6
16.03.2007, 08:23
197