HEIDENHAIN TNC 310 (286 140) Benutzerhandbuch
Seite 137
123
HEIDENHAIN TNC 310
8.3
Zyklen
zum
Fräsen
vo
n
Taschen,
Zapf
en
und
Nut
en
X
Y
Q217
Q216
Q248
Q245
Q219
Q244
ú
Bearbeitungs-Umfang (0/1/2) Q215: Bearbeitungs-
Umfang festlegen:
0: Schruppen und Schlichten
1: Nur Schruppen
2: Nur Schlichten
ú
Koord. Werkstück-Oberfläche Q203 (absolut): Koordina-
te der Werkstück-Oberfläche
ú
2. Sicherheits-Abstand Q204 (inkremental):
Z-Koordinate, in der keine Kollision zwischen Werk-
zeug und Werkstück (Spannmittel) erfolgen kann
ú
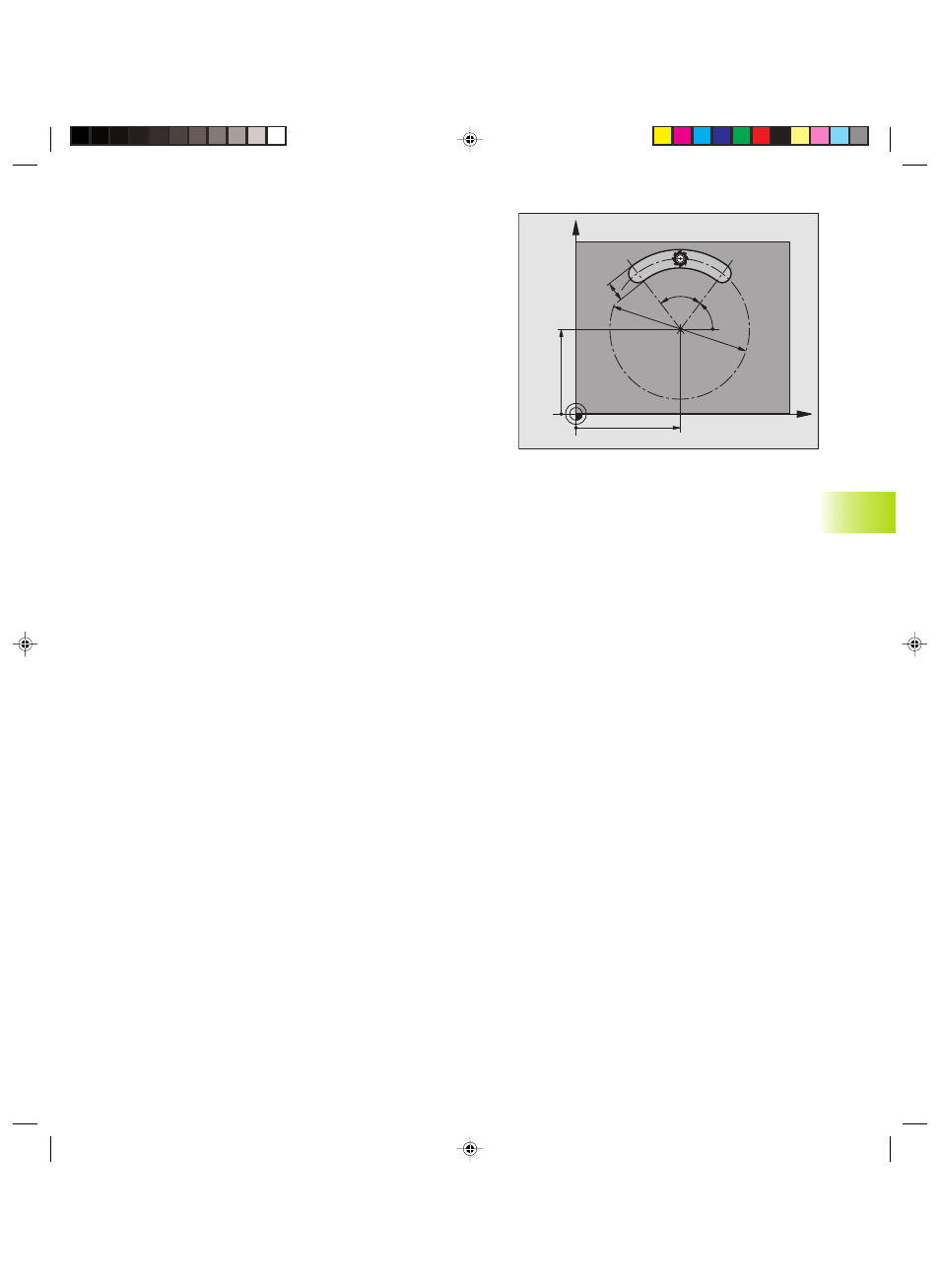
Mitte 1. Achse Q216 (absolut): Mitte der Nut in der
Hauptachse der Bearbeitungsebene
ú
Mitte 2. Achse Q217 (absolut): Mitte der Nut in der
Nebenachse der Bearbeitungsebene
ú
Teilkreis-Durchmesser Q244: Durchmesser des
Teilkreises eingeben
ú
2. Seiten-Länge Q219: Breite der Nut eingeben; wenn
Nutbreite gleich Werkzeug-Durchmesser eingegeben,
dann schruppt die TNC nur (Langloch fräsen)
ú
Startwinkel Q245 (absolut): Polarwinkel des Start-
punkts eingeben
ú
Öffnungs-Winkel der Nut Q248 (inkremental):
Öffnungs-Winkel der Nut eingeben
KKAP8.PM6
16.03.2007, 08:22
123