HEIDENHAIN TNC 310 (286 140) Benutzerhandbuch
Seite 126
8 Programmieren: Zyklen
112
ú
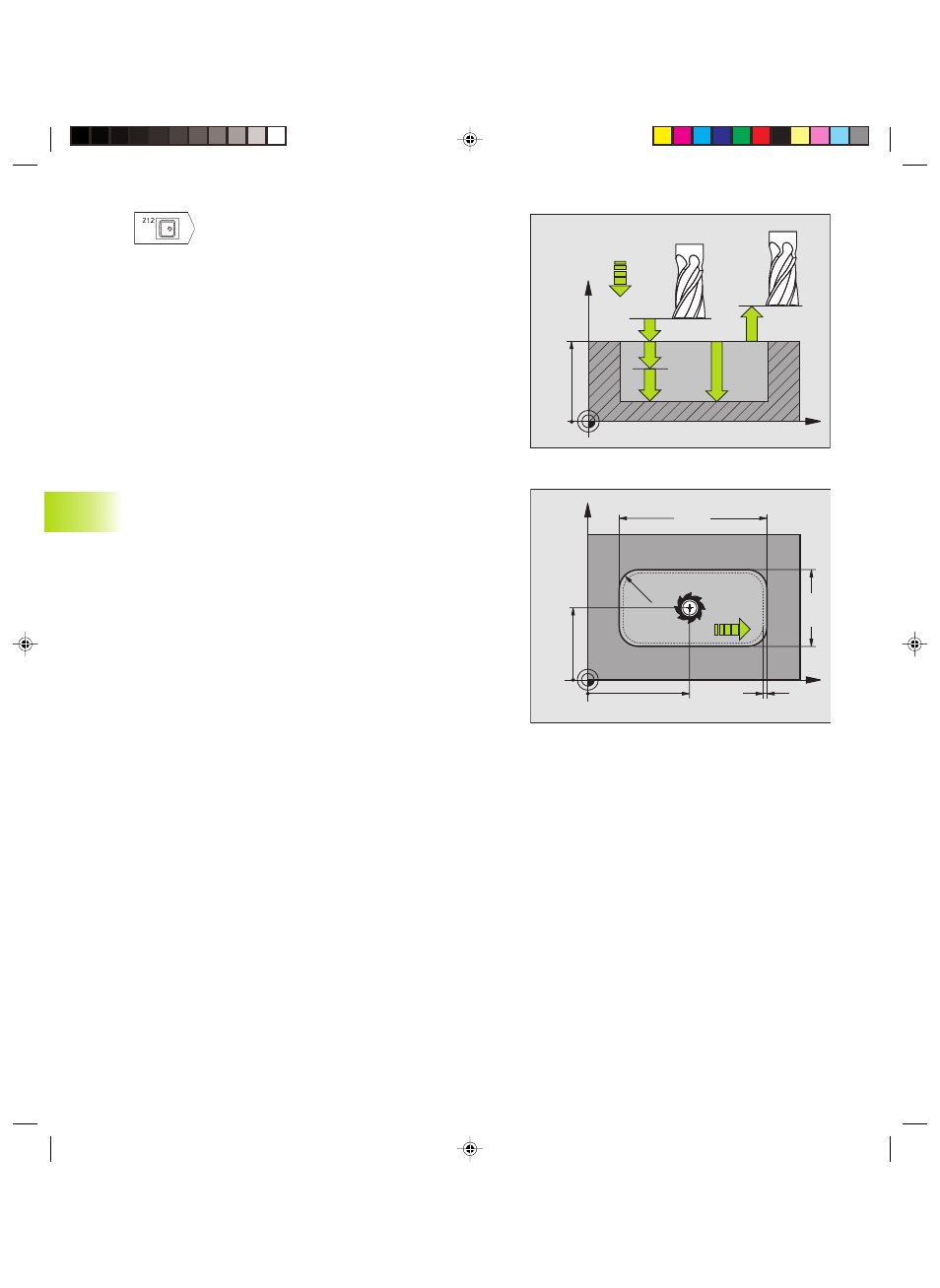
Sicherheits-Abstand Q200 (inkremental): Abstand
zwischen Werkzeugspitze und Werkstück-Oberflä-
che
ú
Tiefe Q201 (inkremental): Abstand zwischen
Werkstück-Oberfläche und Taschengrund
ú
Vorschub Tiefenzustellung Q206: Verfahr-
geschwindigkeit des Werkzeugs beim Fahren auf
Tiefe in mm/min. Wenn Sie ins Material eintau-
chen, dann kleinen Wert eingeben; wenn bereits
vorgeräumt wurde, dann höheren Vorschub einge-
ben
ú
Zustell-Tiefe Q202 (inkremental): Maß, um welches
das Werkzeug jeweils zugestellt wird; Wert größer
0 eingeben
ú
Vorschub Fräsen Q207: Verfahrgeschwindigkeit des
Werkzeugs beim Fräsen in mm/min
ú
Koord. Werkstück-Oberfläche Q203 (absolut):
Koordinate Werkstück-Oberfläche
ú
2. Sicherheits-Abstand Q204 (inkremental): Koordi-
nate Spindelachse, in der keine Kollision zwischen
Werkzeug und Werkstück (Spannmittel) erfolgen
kann
ú
Mitte 1. Achse Q216 (absolut): Mitte der Tasche in
der Hauptachse der Bearbeitungsebene
ú
Mitte 2. Achse Q217 (absolut): Mitte der Tasche in
der Nebenachse der Bearbeitungsebene
ú
1. Seiten-Länge Q218 (inkremental): Länge der
Tasche, parallel zur Hauptachse der Bearbeitungs-
ebene
ú
2. Seiten-Länge Q219 (inkremental): Länge der
Tasche, parallel zur Nebenachse der Bearbeitungs-
ebene
ú
Eckenradius Q220: Radius der Taschenecke. Wenn
nicht eingegeben, setzt die TNC den Eckenradius
gleich dem Werkzeug-Radius
ú
Aufmaß 1. Achse Q221 (inkremental): Aufmaß in
der Hauptachse der Bearbeitungsebene, bezogen
auf die Länge der Tasche. Wird von der TNC nur für
die Berechnung der Vorposition benötigt
X
Z
Q200
Q201
Q206
Q202
Q203
Q204
8.3
Zyklen
zum
Fräsen
vo
n
Taschen,
Zapf
en
und
Nut
en
X
Y
Q219
Q218
Q217
Q216
Q207
Q221
Q220
KKAP8.PM6
16.03.2007, 08:22
112