11 .3 pr ogr ammlauf – HEIDENHAIN TNC 310 (286 140) Benutzerhandbuch
Seite 207
193
HEIDENHAIN TNC 310
11
.3
Pr
ogr
ammlauf
Bearbeitungsprogramm ausführen, das Koordinaten
von nicht gesteuerten Achsen enthält
Die TNC kann auch Programme abarbeiten, in denen Sie nicht
gesteuerte Achsen programmiert haben.
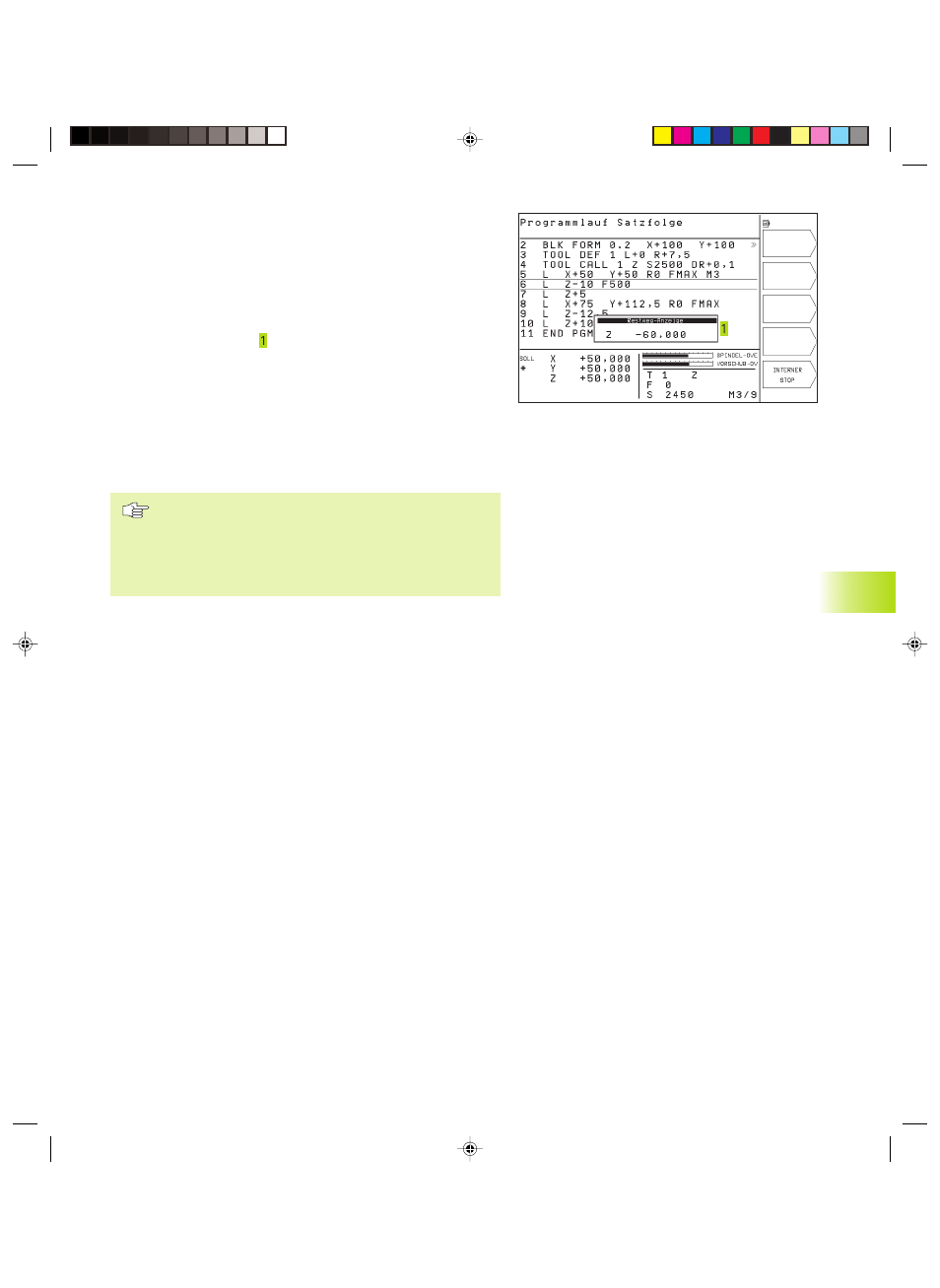
Wenn die TNC an einen Satz kommt, in dem eine nicht gesteuerte
Achse programmiert ist, stoppt sie den Programmlauf. Gleichzeitig
blendet die TNC ein Fenster ein, in dem der Restweg zur Ziel-
position eingeblendet ist ( siehe Bild rechts oben). Gehen Sie
dann wie folgt vor:
ú
Fahren Sie die Achse manuell in die Zielposition. Die TNC
aktualisiert ständig das Restwegfenster und zeigt immer den
Wert an, den Sie noch zur Zielposition verfahren müssen
ú
Wenn Sie die Zielposition erreicht haben, drücken Sie die Taste
NC-Start, um den Programmlauf fortzusetzen. Wenn Sie NC-
START drücken bevor Sie die Zielposition erreicht haben, gibt die
TNC eine Fehlermeldung aus.
Wie exakt Sie die Zielposition anfahren müssen, ist im
Maschinen-Parameter 1030.x festgelegt (mögliche
Eingabewerte: 0.001 bis 2 mm).
Nicht gesteuerte Achsen müssen in einem separaten
Positioniersatz stehen, ansonsten gibt die TNC eine
Fehlermeldung aus.
NKAP11.PM6
16.03.2007, 08:23
193