6 zyklen zur k oor dinat en-umr echnung – HEIDENHAIN TNC 310 (286 140) Benutzerhandbuch
Seite 157
143
HEIDENHAIN TNC 310
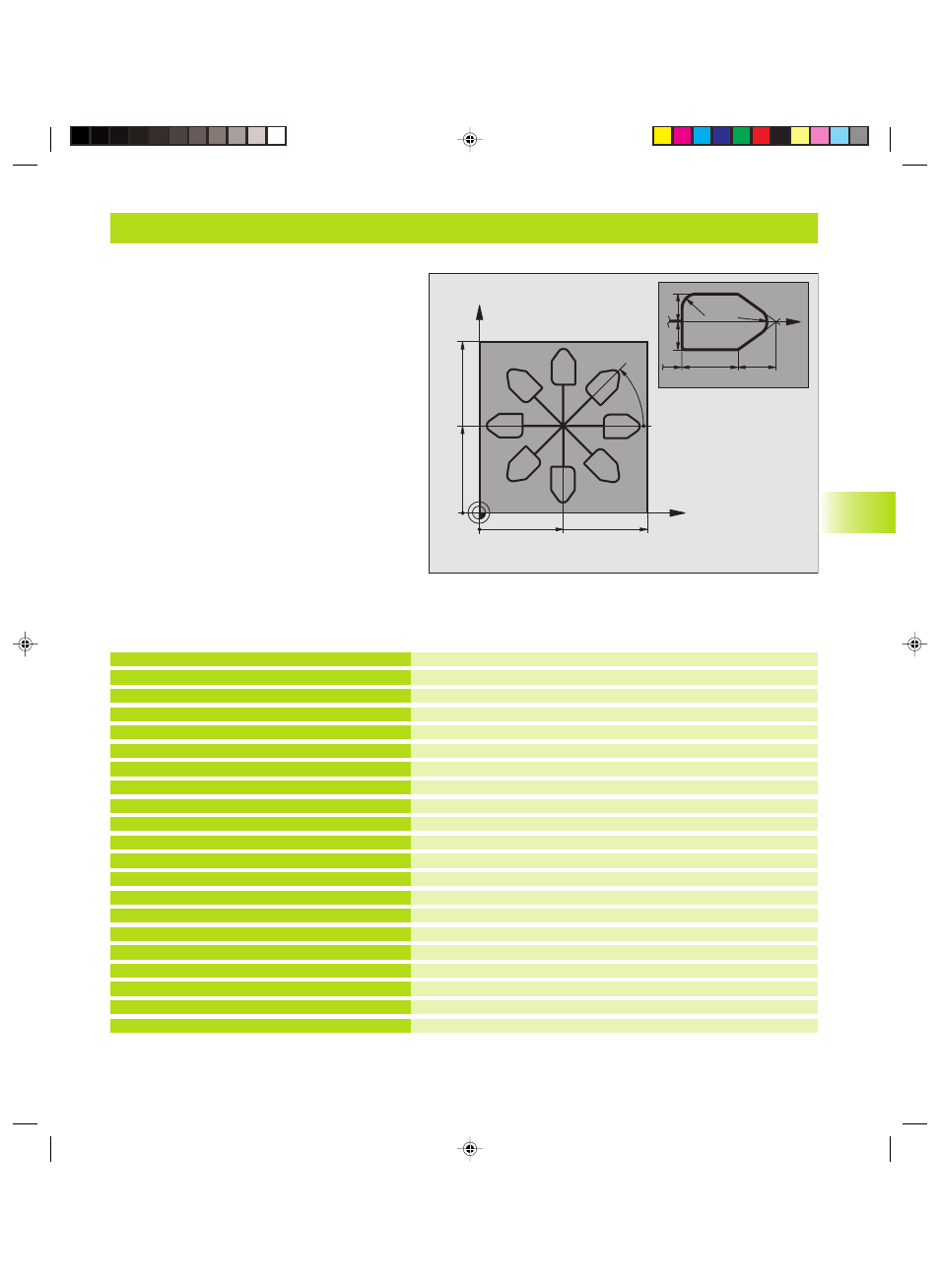
Beispiel: Koordinaten-Umrechnungszyklen
Programm-Ablauf
n
Koordinaten-Umrechnungen im Hauptprogramm
n
Bearbeitung im Unterprogramm 1 (siehe 9
Programmieren: Unterprogramme und
Programmteil-Wiederholungen)
8.6
Zyklen
zur
K
oor
dinat
en-Umr
echnung
X
Y
65
65
130
130
45°
X
20
30
10
R5
R5
10
10
Rohteil-Definition
Werkzeug-Definition
Werkzeug-Aufruf
Werkzeug freifahren
Nullpunkt-Verschiebung ins Zentrum
Fräsbearbeitung aufrufen
Marke für Programmteil-Wiederholung setzen
Drehung um 45° inkremental
Fräsbearbeitung aufrufen
Rücksprung zu LBL 10; insgesamt sechsmal
Drehung rücksetzen
Nullpunkt-Verschiebung rücksetzen
Werkzeug freifahren, Programm-Ende
0 BEGIN PGM 11 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+130 Y+130 Z+0
3 TOOL DEF 1 L+0 R+1
4 TOOL CALL 1 Z S4500
5 L Z+250 R0 F MAX
6 CYCL DEF 7.0 NULLPUNKT
7 CYCL DEF 7.1 X+65
8 CYCL DEF 7.2 Y+65
9 CALL LBL 1
10 LBL 10
11 CYCL DEF 10.0 DREHUNG
12 CYCL DEF 10.1 IROT+45
13 CALL LBL 1
14 CALL LBL 10 REP 6/6
15 CYCL DEF 10.0 DREHUNG
16 CYCL DEF 10.1 ROT+0
17 CYCL DEF 7.0 NULLPUNKT
18 CYCL DEF 7.1 X+0
19 CYCL DEF 7.2 Y+0
20 L Z+250 R0 F MAX M2
KKAP8.PM6
16.03.2007, 08:22
143