HEIDENHAIN TNC 310 (286 140) Benutzerhandbuch
Seite 85
71
HEIDENHAIN TNC 310
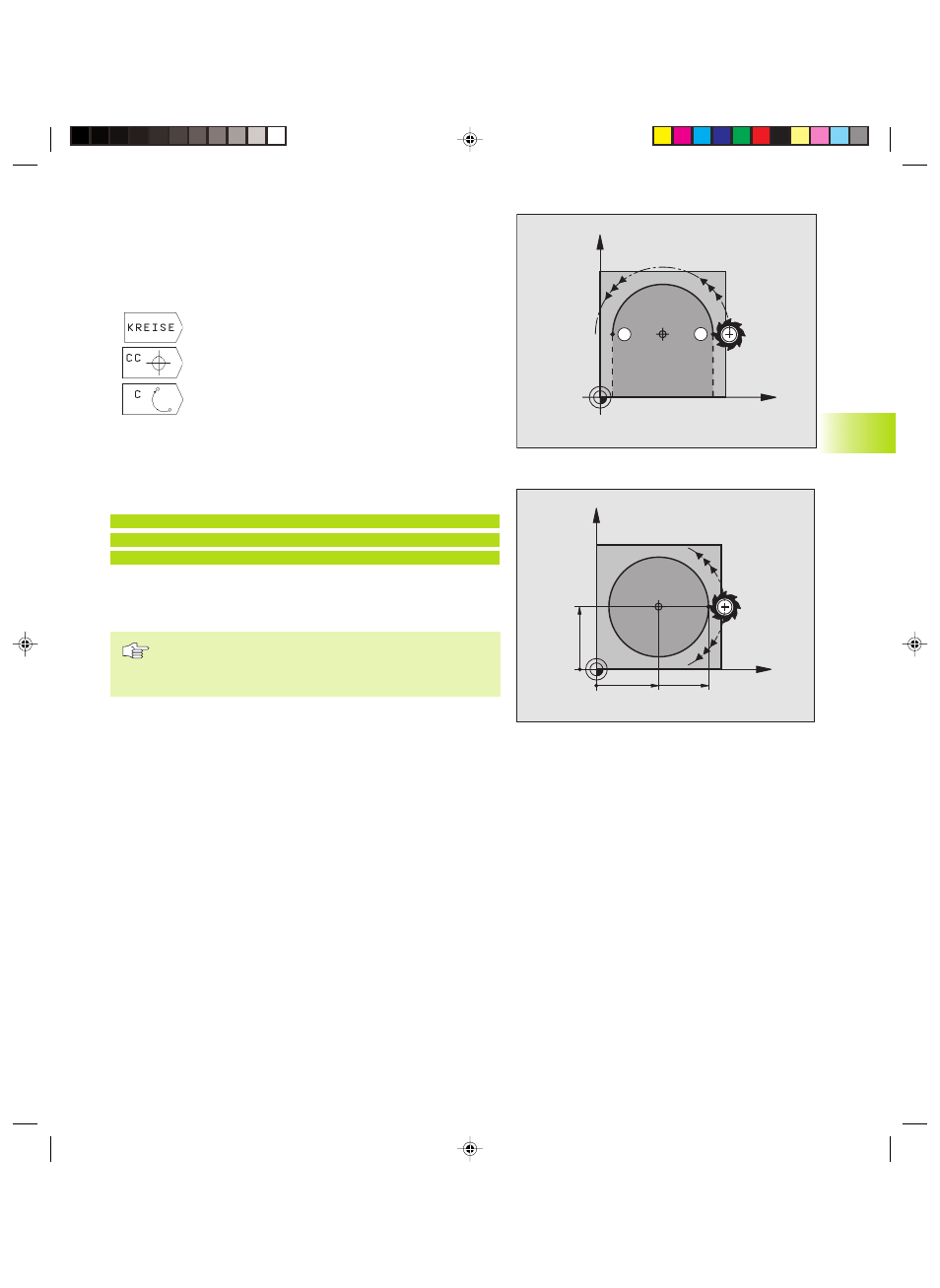
Kreisbahn C um Kreismittelpunkt CC
Legen Sie den Kreismittelpunkt CC fest, bevor Sie die Kreisbahn C
programmieren. Die zuletzt programmierte Werkzeug-Position vor
dem C-Satz ist der Startpunkt der Kreisbahn.
ú
Werkzeug auf den Startpunkt der Kreisbahn fahren
ú
Kreisfunktionen wählen: Softkey KREISE drücken
(2. Softkey-Leiste)
ú
Koordinaten des Kreismittelpunkts eingeben
ú
Koordinaten des Kreisbogen-Endpunkts
ú
Drehsinn DR
Falls nötig:
ú
Vorschub F
ú
Zusatz-Funktion M
NC-Beispielsätze
5 CC X+25 Y+25
6 L X+45 Y+25 RR F200 M3
7 C X+45 Y+25 DR+
Vollkreis
Programmieren Sie für den Endpunkt die gleichen Koordinaten wie
für den Startpunkt.
Start- und Endpunkt der Kreisbewegung müssen auf der
Kreisbahn liegen.
Eingabe-Toleranz: bis 0,016 mm.
X
Y
25
45
25
CC
DR+
DR–
S
E
X
Y
CC
6.4
Bahnbew
egung
en
re
chtwinklig
e
K
oor
dinat
en
GKAP6.PM6
16.03.2007, 08:22
71