HEIDENHAIN TNC 310 (286 140) Benutzerhandbuch
Seite 132
8 Programmieren: Zyklen
118
Beachten Sie vor dem Programmieren
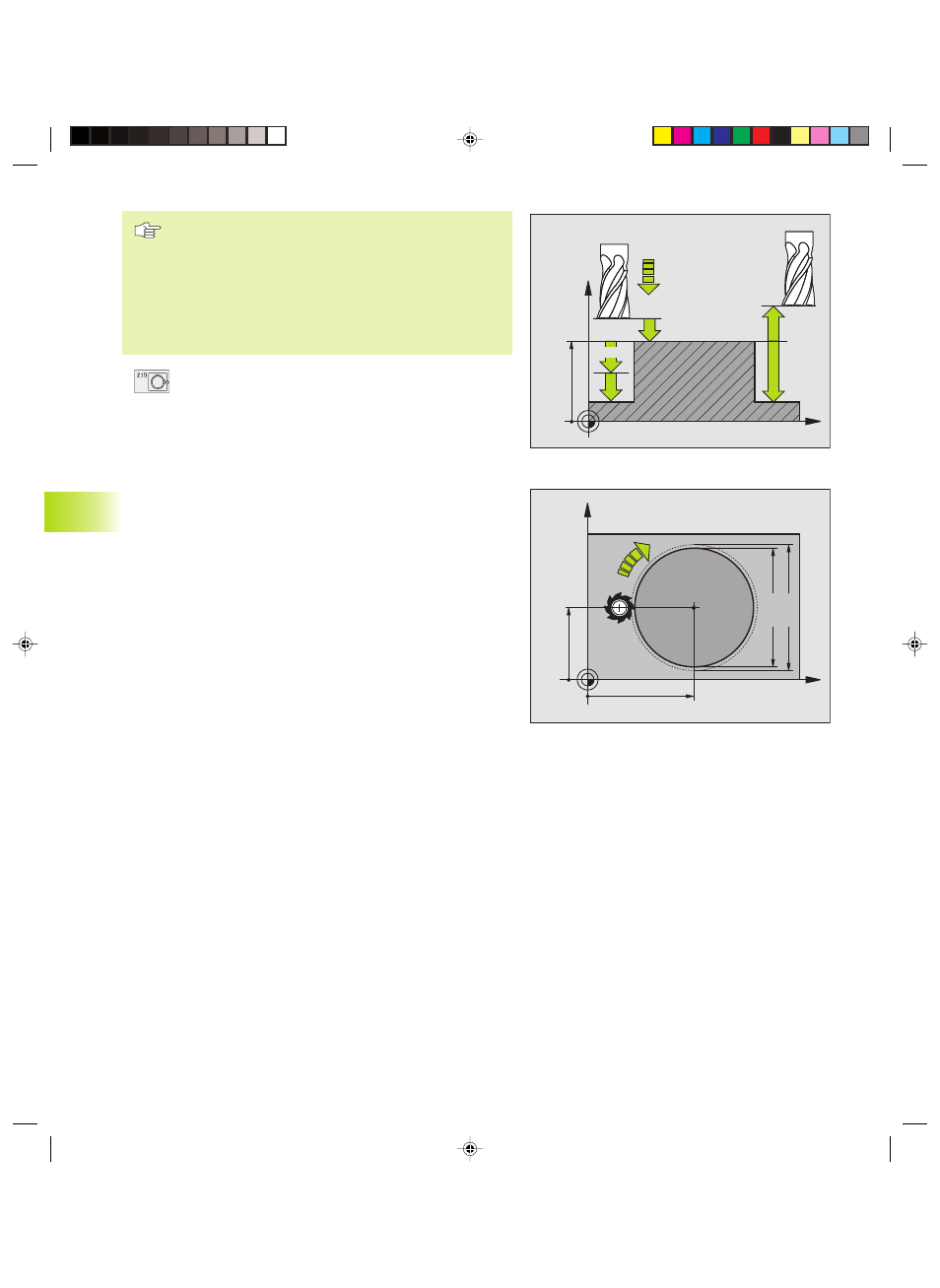
Das Vorzeichen des Parameters Tiefe legt die Arbeits-
richtung fest.
Wenn Sie den Zapfen aus dem Vollen heraus umfräsen
wollen, dann verwenden Sie einen Fräser mit einem
über Mitte schneidenden Stirnzahn (DIN 844). Geben Sie
dann für den Vorschub Tiefenzustellung einen kleinen
Wert ein.
ú
Sicherheits-Abstand Q200 (inkremental): Abstand
zwischen Werkzeugspitze und Werkstück-Oberfläche
ú
Tiefe Q201 (inkremental): Abstand zwischen Werk-
stück-Oberfläche und Zapfengrund
ú
Vorschub Tiefenzustellung Q206: Verfahr-
geschwindigkeit des Werkzeugs beim Fahren auf
Tiefe in mm/min. Wenn Sie ins Material eintauchen,
dann kleinen Wert eingeben; wenn Sie im Freien
eintauchen, dann höheren Wert eingeben
ú
Zustell-Tiefe Q202 (inkremental): Maß, um welches
das Werkzeug jeweils zugestellt wird; Wert größer 0
eingeben
ú
Vorschub Fräsen Q207: Verfahrgeschwindigkeit des
Werkzeugs beim Fräsen in mm/min
ú
Koord. Werkstück-Oberfläche Q203 (absolut): Koordina-
te Werkstück-Oberfläche
ú
2. Sicherheits-Abstand Q204 (inkremental): Koordinate
Spindelachse, in der keine Kollision zwischen Werk-
zeug und Werkstück (Spannmittel) erfolgen kann
ú
Mitte 1. Achse Q216 (absolut): Mitte des Zapfens in der
Hauptachse der Bearbeitungsebene
ú
Mitte 2. Achse Q217 (absolut): Mitte des Zapfens in der
Nebenachse der Bearbeitungsebene
ú
Rohteil-Durchmesser Q222: Durchmesser des vor-
bearbeiteten Zapfens; Rohteil-Durchmesser größer als
Fertigteil-Durchmesser eingeben
ú
Fertigteil-Durchmesser Q223: Durchmesser des fertig
bearbeiteten Zapfens; Fertigteil-Durchmesser kleiner
als Rohteil-Durchmesser eingeben
8.3
Zyklen
zum
Fräsen
vo
n
Taschen,
Zapf
en
und
Nut
en
X
Z
Q200
Q201
Q206
Q203
Q204
Q202
X
Y
Q223
Q217
Q216
Q207
Q222
KKAP8.PM6
16.03.2007, 08:22
118