HEIDENHAIN TNC 310 (286 140) Benutzerhandbuch
Seite 134
8 Programmieren: Zyklen
120
ú
Vorschub Tiefenzustellung: Verfahrgeschwindigkeit
des Werkzeugs beim Einstechen
ú
1. Seiten-Länge : Länge der Nut; 1. Schnittrichtung
durch Vorzeichen festlegen
ú
2. Seiten-Länge : Breite der Nut
ú
Vorschub F: Verfahrgeschwindigkeit des Werkzeugs
in der Bearbeitungsebene
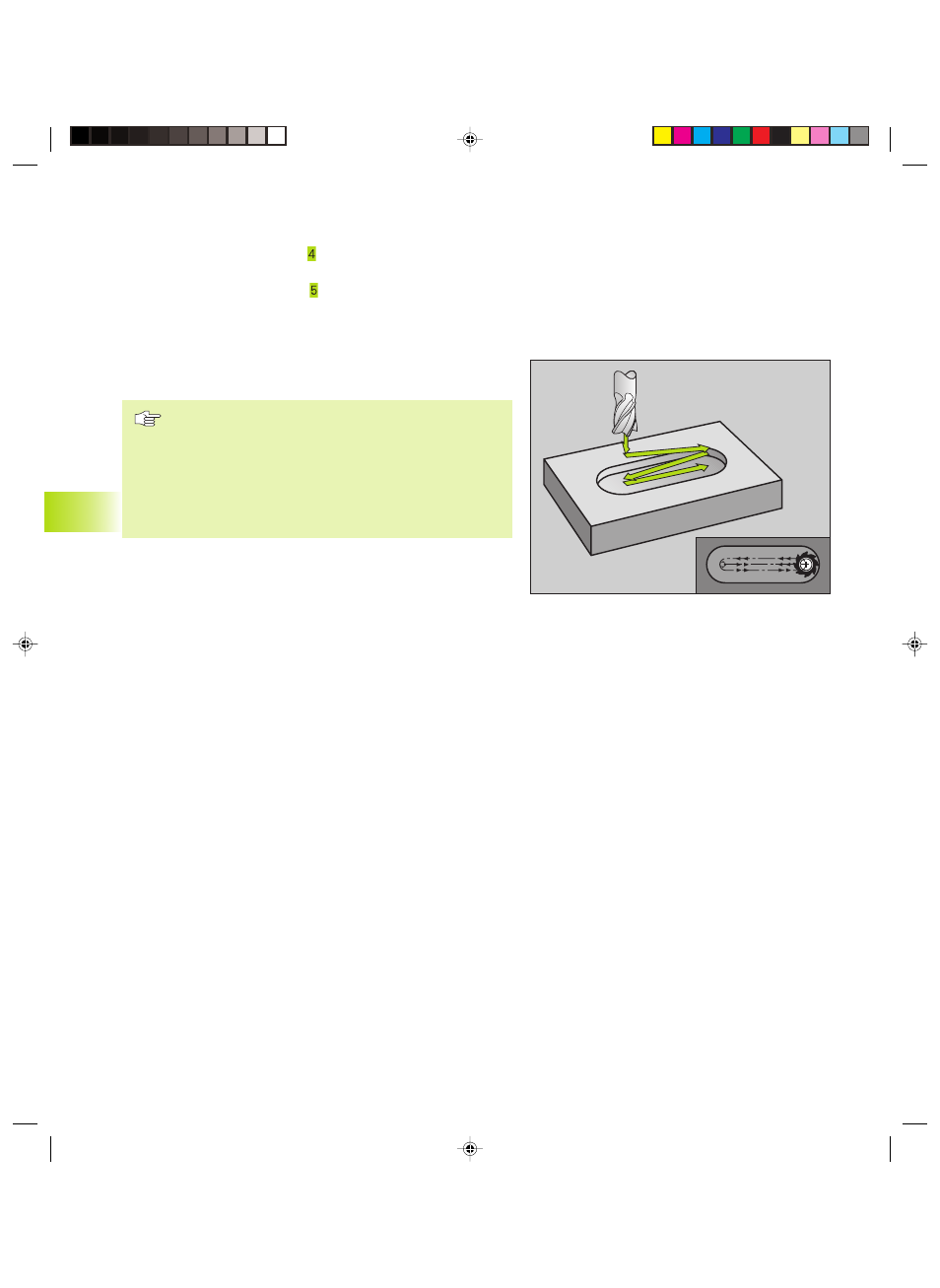
NUT (Langloch) mit pendelndem Eintauchen
(Zyklus 210)
Beachten Sie vor dem Programmieren
Das Vorzeichen des Parameters Tiefe legt die Arbeits-
richtung fest.
Fräserdurchmesser nicht größer als die Nutbreite und
nicht kleiner als ein drittel der Nutbreite wählen.
Fräserdurchmesser kleiner als die halbe Nutlänge
wählen: Sonst kann die TNC nicht pendelnd eintauchen.
Schruppen
1 Die TNC positioniert das Werkzeug im Eilgang in der Spindel-
achse auf den 2. Sicherheits-Abstand und anschließend ins
Zentrum des linken Kreises; von dort aus positioniert die TNC das
Werkzeug auf den Sicherheits-Abstand über der Werkstück-
Oberfläche
2 Das Werkzeug fährt mit dem Vorschub Fräsen auf die Werkstück-
Oberfläche; von dort aus fährt der Fräser in Längsrichtung der Nut
schräg ins Material eintauchend zum Zentrum des rechten
Kreises
3 Anschließend fährt das Werkzeug wieder schräg eintauchend
zurück zum Zentrum des linken Kreises; diese Schritte wieder-
holen sich, bis die programmierte Frästiefe erreicht ist
4 Auf der Frästiefe fährt die TNC das Werkzeug zum Planfräsen an
das andere Ende der Nut und danach wieder in die Mitte der Nut
Schlichten
5 Von der Mitte der Nut fährt die TNC das Werkzeug tangential an
die Fertigkontur; danach schlichtet die TNC die Kontur im Gleich-
lauf (bei M3)
6 Am Konturende fährt das Werkzeug tangential von der Kontur
weg zur Mitte der Nut
7 Abschließend fährt das Werkzeug im Eilgang FMAX auf den
Sicherheits-Abstand zurück und falls eingegeben auf den
2. Sicherheits-Abstand
8.3
Zyklen
zum
Fräsen
vo
n
Taschen,
Zapf
en
und
Nut
en
KKAP8.PM6
16.03.2007, 08:22
120