HEIDENHAIN TNC 310 (286 140) Benutzerhandbuch
Seite 124
8 Programmieren: Zyklen
110
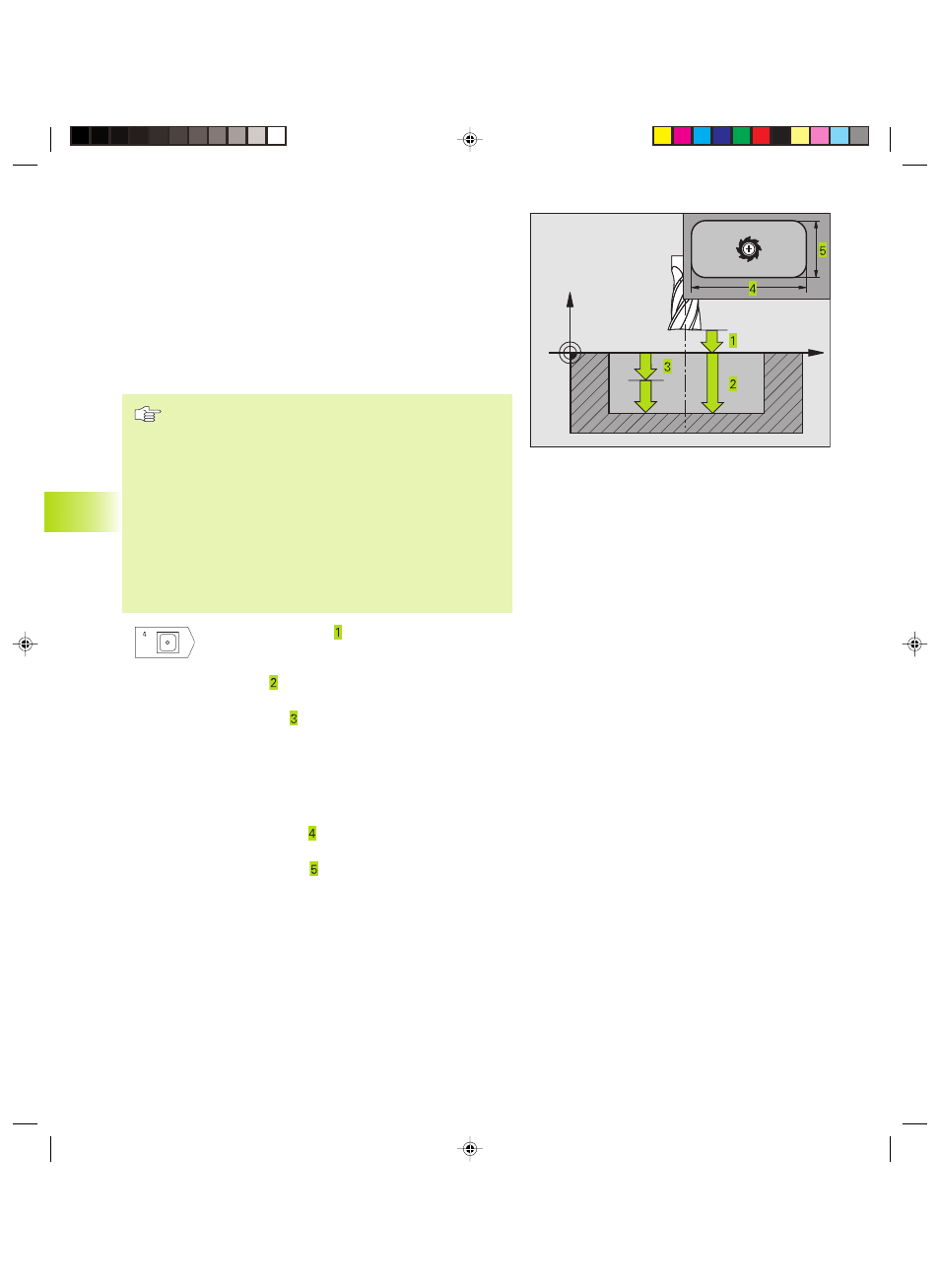
TASCHENFRAESEN (Zyklus 4)
1 Das Werkzeug sticht an der Startposition (Taschenmitte) in das
Werkstück ein und fährt auf die erste Zustell-Tiefe
2 Anschließend fährt das Werkzeug zunächst in die positive Rich-
tung der längeren Seite bei quadratischen Taschen in die
positive Y-Richtung und räumt dann die Tasche von innen nach
außen aus
3 Dieser Vorgang wiederholt sich (1 bis 3), bis die Tiefe erreicht ist
4 Am Ende des Zyklus fährt die TNC das Werkzeug auf die Start-
position zurück
Beachten Sie vor dem Programmieren
Positionier-Satz auf den Startpunkt (Taschenmitte) der
Bearbeitungsebene mit Radiuskorrektur R0 programmie-
ren.
Positionier-Satz auf den Startpunkt in der Spindelachse
(Sicherheits-Abstand über Werkstück-Oberfläche) pro-
grammieren.
Das Vorzeichen des Parameters Tiefe legt die Arbeits-
richtung fest.
Fräser mit einem über Mitte schneidenden Stirnzahn
verwenden (DIN 844), oder Vorbohren in der Taschen-
mitte.
ú
Sicherheits-Abstand (inkremental): Abstand
zwischen Werkzeugspitze (Startposition) und
Werkstück-Oberfläche
ú
Frästiefe (inkremental): Abstand zwischen
Werkstück-Oberfläche und Taschengrund
ú
Zustell-Tiefe (inkremental): Maß, um welches das
Werkzeug jeweils zugestellt wird. Die TNC fährt in
einem Arbeitsgang auf die Tiefe wenn:
n
Zustell-Tiefe und Tiefe gleich sind
n
die Zustell-Tiefe größer als die Tiefe ist
ú
Vorschub Tiefenzustellung: Verfahrgeschwindigkeit
des Werkzeugs beim Einstechen
ú
1. Seiten-Länge : Länge der Tasche, parallel zur
Hauptachse der Bearbeitungsebene
ú
2. Seiten-Länge : Breite der Tasche
ú
Vorschub F: Verfahrgeschwindigkeit des Werkzeugs
in der Bearbeitungsebene
8.3
Zyklen
zum
Fräsen
vo
n
Taschen,
Zapf
en
und
Nut
en
X
Z
KKAP8.PM6
16.03.2007, 08:22
110