HEIDENHAIN TNC 310 (286 140) Benutzerhandbuch
Seite 218
12 3D-Tastsysteme
204
X
Y
PA
X
Y
A
B
Die Messung für den Tastsystem-Mittenversatz führen Sie nach
dem Kalibrieren des wirksamen Tastkugelradius durch.
ú
Tastkugel im MANUELLEN BETRIEB in die Bohrung des Einstell-
rings positionieren
ú
Kalibrier-Funktion für den Tastkugel-Radius und den
Tastsystem-Mittenversatz wählen: Softkey KAL. R
drücken
ú
Werkzeug-Achse wählen, Radius des Einstellrings
eingeben
ú
Antasten: 4 x NC-START-Taste drücken. Das 3D-
Tastsystem tastet in jede Achsrichtung eine
Position der Bohrung an und errechnet den wirksa-
men Tastkugel-Radius
ú
Wenn Sie die Kalibrierfunktion jetzt beenden
möchten, dann Softkey END drücken
ú
Tastkugel-Mittenversatz bestimmen: Softkey
180° drücken. Die TNC dreht das Tastsystem um
180°
ú
Antasten: 4 x NC-START-Taste drücken. Das 3D-
Tastsystem tastet in jede Achsrichtung eine
Position in der Bohrung und errechnet den Tastsy-
stem-Mittenversatz
Kalibrierwerte anzeigen
Die TNC speichert wirksame Länge, den wirksamen Radius und
den Betrag des Tastsystem-Mittenversatzes und berücksichtig diese
Werte bei späteren Einsätzen des 3D-Tastsystems. Um die gespei-
cherten Werte anzuzeigen, drücken Sie KAL. L und KAL. R.
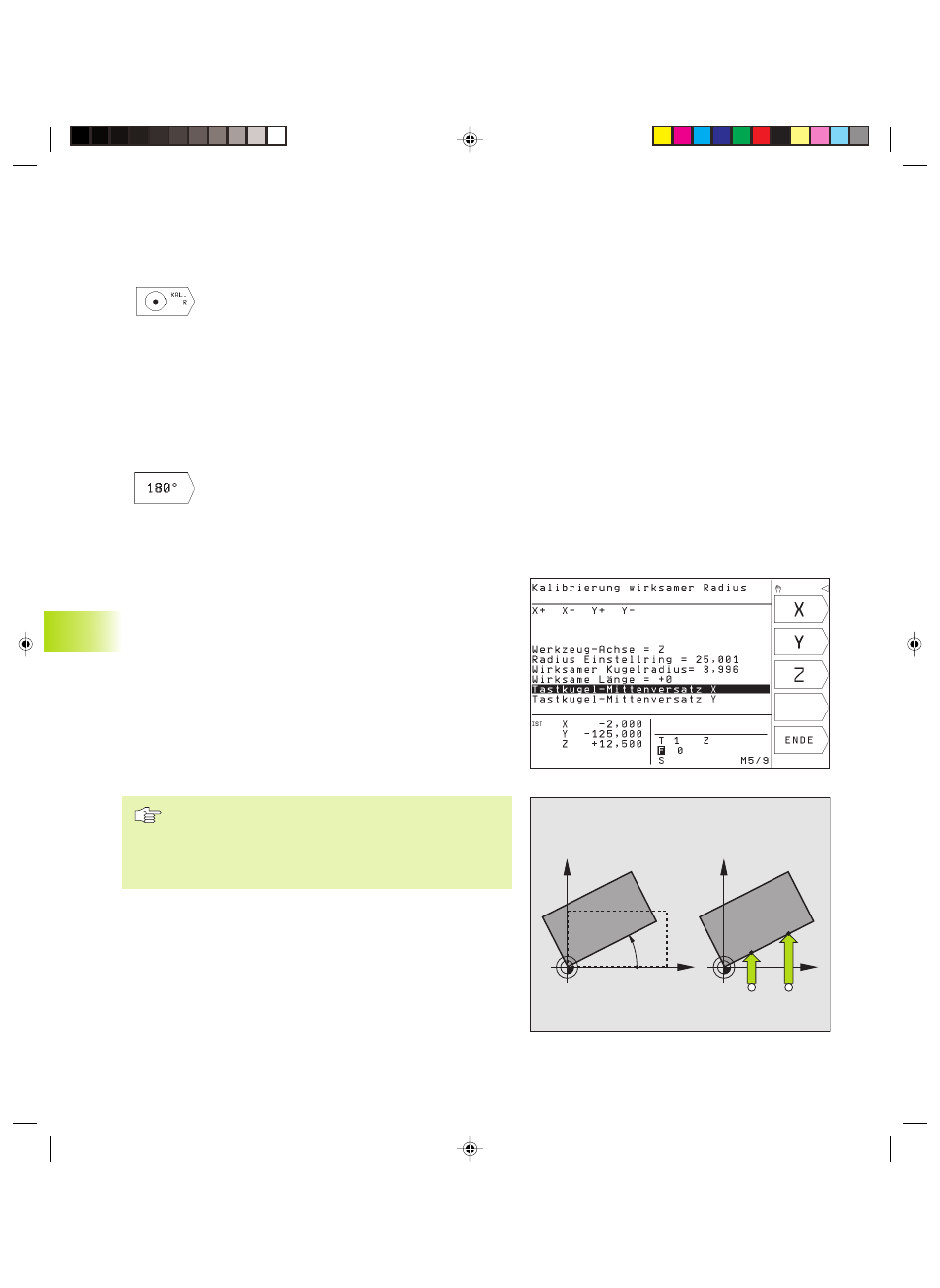
Werkstück-Schieflage kompensieren
Eine schiefe Werkstück-Aufspannung kompensiert die TNC rechne-
risch durch eine Grunddrehung.
Dazu setzt die TNC den Drehwinkel auf den Winkel, den eine
Werkstückfläche mit der Winkelbezugsachse der Bearbeitungs-
ebene einschließen soll. Siehe Bild rechts unten.
Antastrichtung zum Messen der Werkstück-Schieflage
immer senkrecht zur Winkelbezugsachse wählen.
Damit die Grunddrehung im Programmlauf richtig
verrechnet wird, müssen Sie im ersten Verfahrsatz beide
Koordinaten der Bearbeitungsebene programmieren.
12.1
Antastzyklen
in
der
Betr
iebsar
t
Manueller
Betr
ieb
OAP12.PM6
16.03.2007, 08:23
204