5 zyklen zum a bz eilen – HEIDENHAIN TNC 310 (286 140) Benutzerhandbuch
Seite 147
133
HEIDENHAIN TNC 310
Beachten Sie vor dem Programmieren
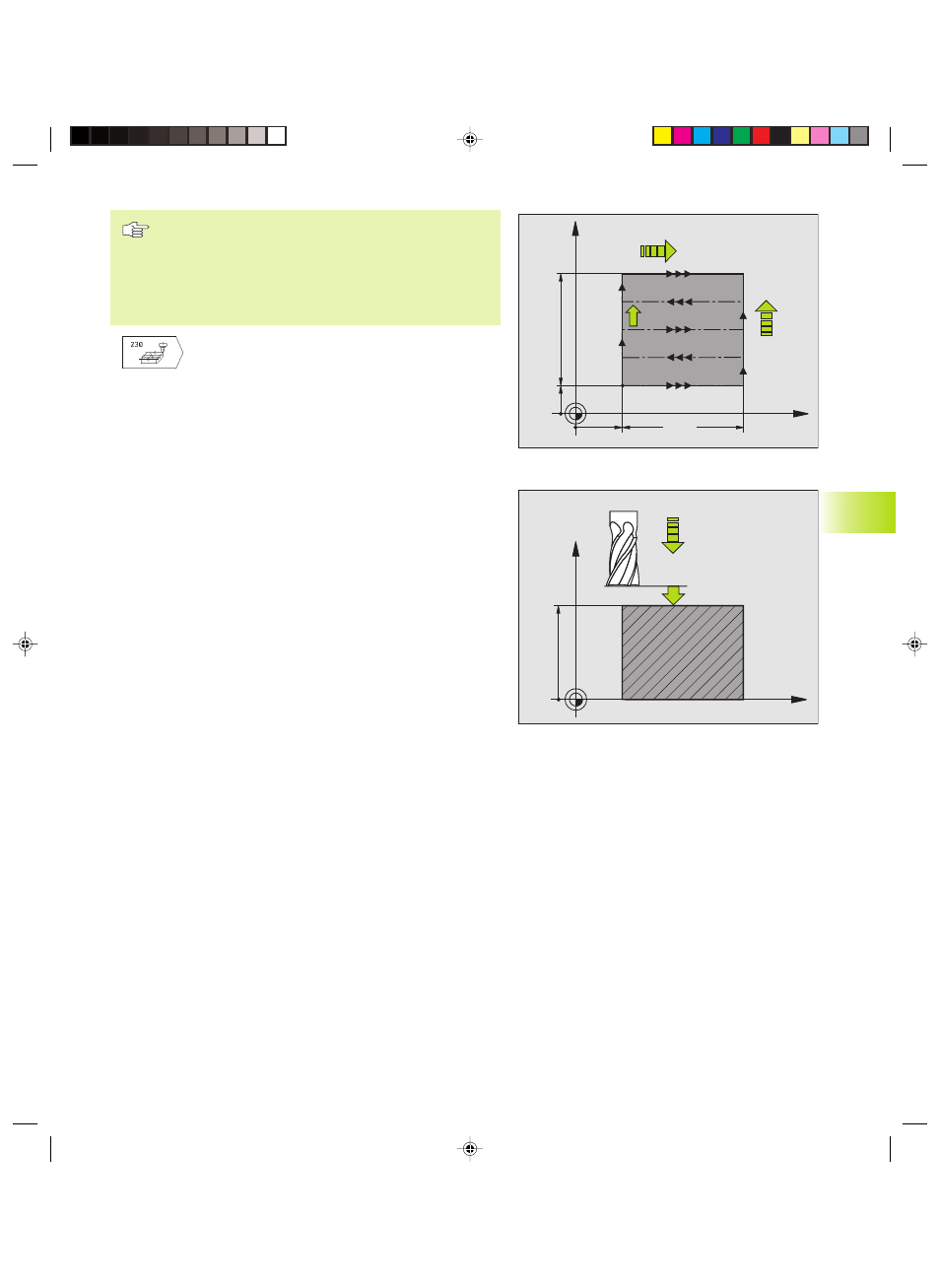
Die TNC positioniert das Werkzeug von der aktuellen
Position zunächst in der Bearbeitungsebene und an-
schließend in der Spindelachse auf den Startpunkt 1.
Werkzeug so vorpositionieren, daß keine Kollision mit
dem Werkstück oder Spannmitteln erfolgen kann.
ú
Startpunkt 1. Achse Q225 (absolut): Min-Punkt-
Koordinate der abzuzeilenden Fläche in der Haupt-
achse der Bearbeitungsebene
ú
Startpunkt 2. Achse Q226 (absolut): Min-Punkt-
Koordinate der abzuzeilenden Fläche in der Neben-
achse der Bearbeitungsebene
ú
Startpunkt 3. Achse Q227 (absolut): Höhe in der
Spindelachse, auf der abgezeilt wird
ú
1. Seiten-Länge Q218 (inkremental): Länge der
abzuzeilenden Fläche in der Hauptachse der
Bearbeitungsebene, bezogen auf den Startpunkt 1.
Achse
ú
2. Seiten-Länge Q219 (inkremental): Länge der
abzuzeilenden Fläche in der Nebenachse der
Bearbeitungsebene, bezogen auf den Startpunkt
2. Achse
ú
Anzahl Schnitte Q240: Anzahl der Zeilen, auf denen
die TNC das Werkzeug in der Breite verfahren soll
ú
Vorschub Tiefenzustellung
Q206:Verfahrgeschwindigkeit des Werkzeugs beim
Fahren vom Sicherheits-Abstand auf die Frästiefe in
mm/min
ú
Vorschub Fräsen Q207: Verfahrgeschwindigkeit des
Werkzeugs beim Fräsen in mm/min
ú
Vorschub quer Q209: Verfahrgeschwindigkeit des
Werkzeugs beim Fahren auf die nächste Zeile in
mm/min; wenn Sie im Material quer fahren, dann
Q209 kleiner als Q207 eingeben; wenn Sie im
Freien quer fahren, dann darf Q209 größer als
Q207 sein
ú
Sicherheits-Abstand Q200 (inkremental): zwischen
Werkzeugspitze und Frästiefe für Positionierung
am Zyklus-Anfang und am Zyklus-Ende
8.5
Zyklen
zum
A
bz
eilen
X
Z
Q200
Q227
Q206
X
Y
Q226
Q225
Q219
Q218
Q207
Q209
N = Q240
KKAP8.PM6
16.03.2007, 08:22
133