2 we rk zeug-d at en – HEIDENHAIN TNC 310 (286 140) Benutzerhandbuch
Seite 60
46
5 Programmieren: Werkzeuge
5.2
We
rk
zeug-D
at
en
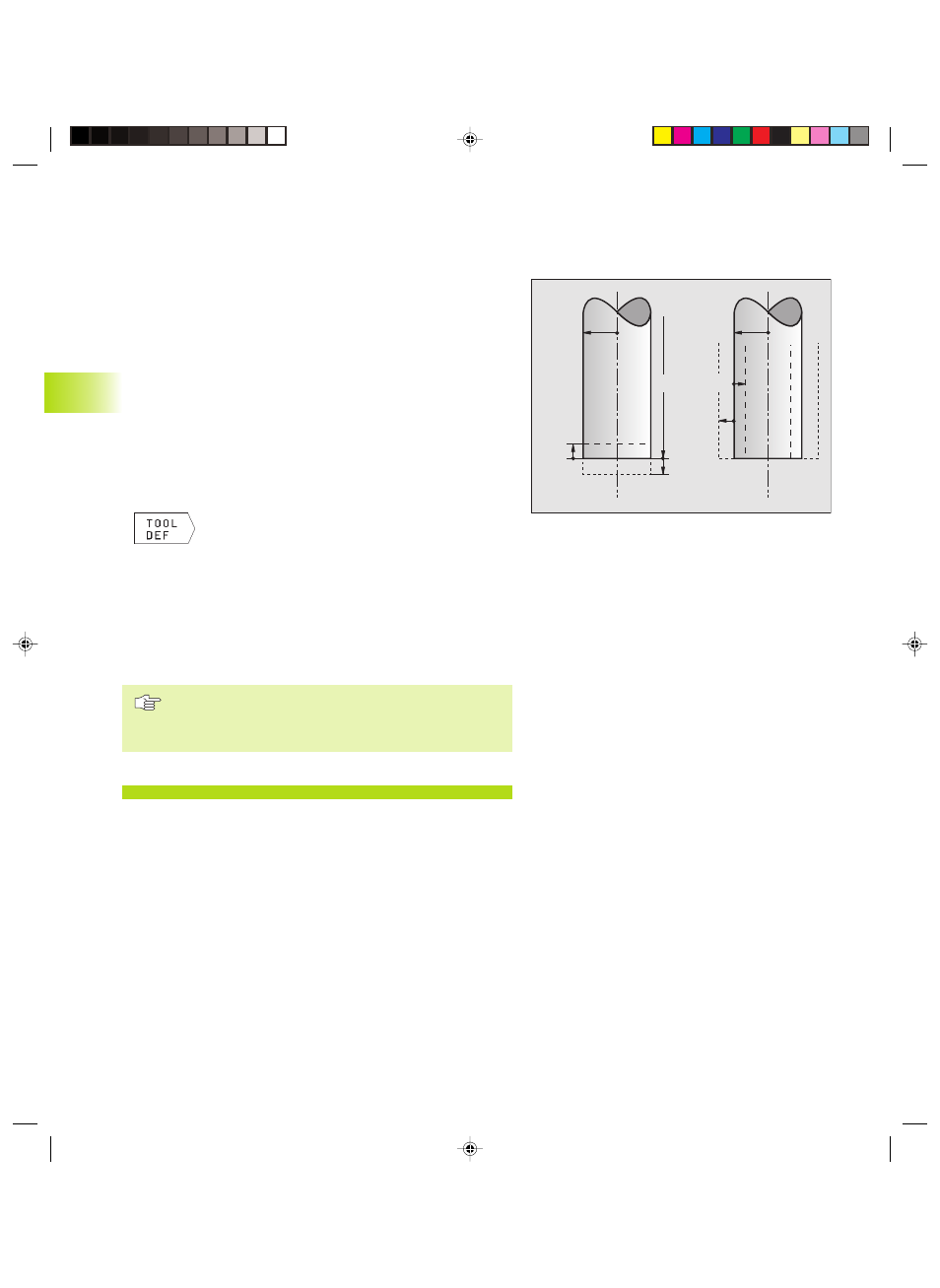
DR<0
DR>0
DL<0
R
DL>0
L
R
Werkzeug-Radius R
Den Werkzeug-Radius R geben Sie direkt ein.
Delta-Werte für Längen und Radien
Delta-Werte bezeichnen Abweichungen für die Länge und den
Radius von Werkzeugen.
Ein positiver Delta-Wert steht für ein Aufmaß (DR>0), ein negativer
Delta-Wert bedeutet ein Untermaß (DR<0). Delta-Werte geben Sie
beim Programmieren des Werkzeug-Aufrufs mit TOOL CALL ein.
Eingabebereich: Delta-Werte dürfen maximal ± 99,999 mm betra-
gen.
Werkzeug-Daten ins Programm eingeben
Nummer, Länge und Radius für ein bestimmtes Werkzeug legen
Sie im Bearbeitungs-Programm einmal in einem TOOL DEF-Satz
fest:
ú
Werkzeug-Definition wählen: Taste TOOL DEF
drücken
ú
Werkzeug-Nummer eingeben: Mit der Werkzeug-
Nummer ein Werkzeug eindeutig kennzeichnen.
Wenn die Werkzeug-Tabelle aktiv ist, Werkzeug-
Nummern größer 99 eingeben (abhängig von
MP7260)
ú
Werkzeug-Länge eingeben: Korrekturwert für die
Länge
ú
Werkzeug-Radius eingeben
Während des Dialogs können Sie die Werte für Länge
und Radius mit den Softkeys AKT.POS. X, AKT.POS. Y
oder AKT.POS. Z direkt aus der Positions-Anzeige
übernehmen.
Beispiel NC-Satz
4 TOOL DEF 5 L+10 R+5
FKAP5.PM6
16.03.2007, 08:22
46