5 zyklen zum abzeilen, 5 zyklen zum a bz eilen – HEIDENHAIN TNC 310 (286 140) Benutzerhandbuch
Seite 146
8 Programmieren: Zyklen
132
X
Y
Z
8.5 Zyklen zum Abzeilen
Die TNC stellt zwei Zyklen zur Verfügung, mit denen Sie Flächen mit
folgenden Eigenschaften bearbeiten können:
n
Eben rechteckig
n
Eben schiefwinklig
n
Beliebig geneigt
n
In sich verwunden
Zyklus
Softkey
230 ABZEILEN
Für ebene rechteckige Flächen
231 REGELFLAECHE
Für schiefwinklige, geneigte und verwundene Flächen
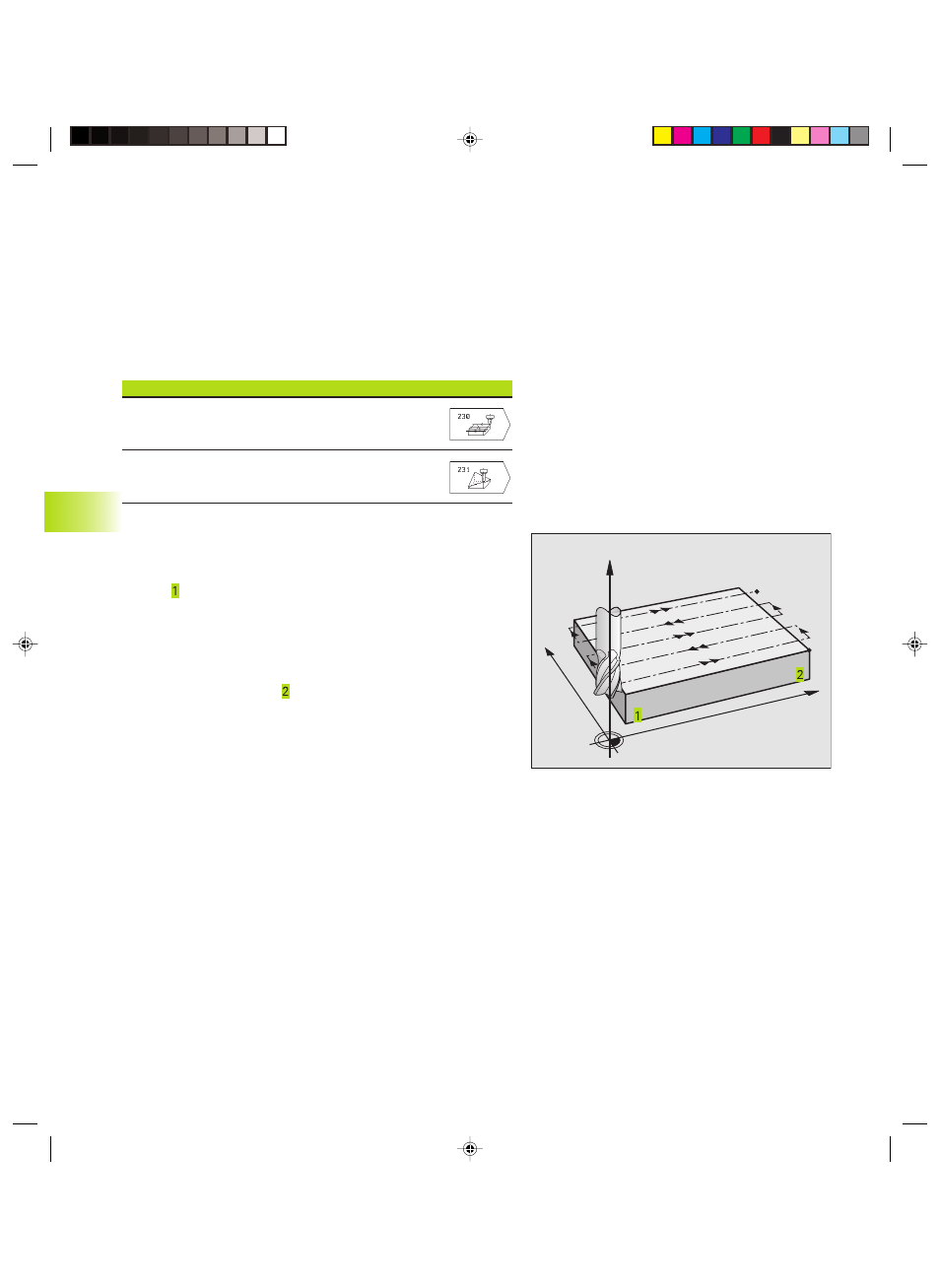
ABZEILEN (Zyklus 230)
1 Die TNC positioniert das Werkzeug im Eilgang FMAX von der
aktuellen Position aus in der Bearbeitungsebene auf den Start-
punkt ; die TNC versetzt das Werkzeug dabei um den Werk-
zeug-Radius nach links und nach oben
2 Anschließend fährt das Werkzeug mit FMAX in der Spindelachse
auf Sicherheits-Abstand und danach im Vorschub Tiefenzustellung
auf die programmierte Startposition in der Spindelachse
3 Danach fährt das Werkzeug mit dem programmierten Vorschub
Fräsen auf den Endpunkt ; den Endpunkt berechnet die TNC
aus dem programmierten Startpunkt, der programmierten Länge
und dem Werkzeug-Radius
4 Die TNC versetzt das Werkzeug mit Vorschub Fräsen QUER auf
den Startpunkt der nächsten Zeile; die TNC berechnet den Versatz
aus der programmierten Breite und der Anzahl der Schnitte
5 Danach fährt das Werkzeug in negative X-Richtung zurück
6 Das Abzeilen wiederholt sich, bis die eingegebene Fläche
vollständig bearbeitet ist
7 Am Ende fährt die TNC das Werkzeug mit FMAX zurück auf den
Sicherheits-Abstand
8.5
Zyklen
zum
A
bz
eilen
KKAP8.PM6
16.03.2007, 08:22
132