HEIDENHAIN TNC 310 (286 140) Benutzerhandbuch
Seite 89
75
HEIDENHAIN TNC 310
6.4
Bahnbew
egung
en
re
chtwinklig
e
K
oor
dinat
en
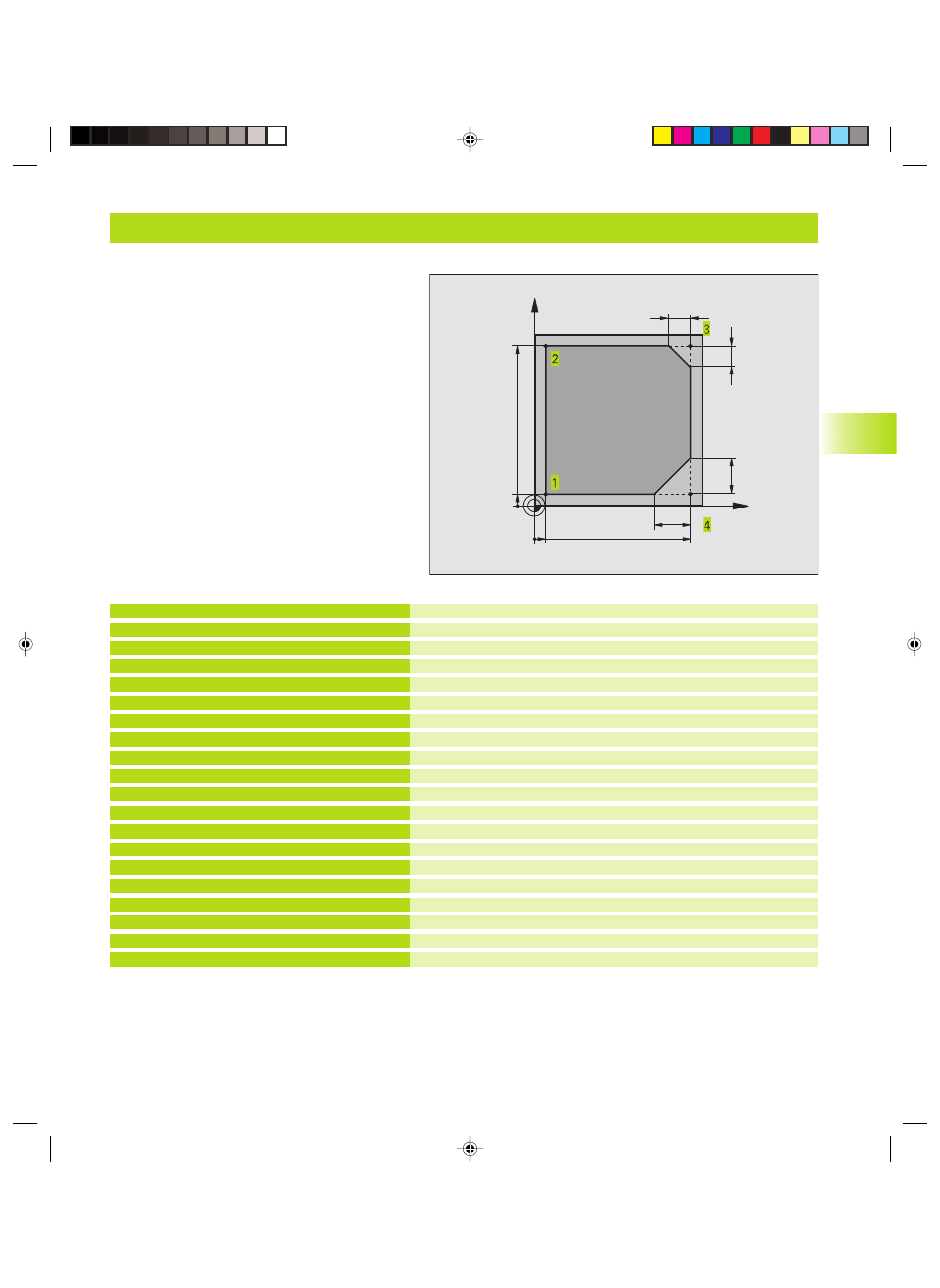
Beispiel: Geradenbewegung und Fasen kartesisch
X
Y
95
5
95
5
10
10
20
20
0 BEGIN PGM 10 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+10
4 TOOL CALL 1 Z S4000
5 L Z+250 R0 F MAX
6 L X-20 Y-10 R0 F MAX
7 L Z-5 R0 F1000 M3
8 L X+5 Y+5 RL F300
9 RND R2
10 L Y+95
11 L X+95
12 CHF 10
13 L Y+5
14 CHF 20
15 L X+5
16 RND R2
17 L X-20 R0 F1000
18 L Z+250 R0 F MAX M2
19 END PGM 10 MM
Rohteil-Definition für grafische Simulation der Bearbeitung
Werkzeug-Definition im Programm
Werkzeug-Aufruf mit Spindelachse und Spindeldrehzahl
Werkzeug freifahren in der Spindelachse mit Eilgang FMAX
Werkzeug vorpositionieren
Auf Bearbeitungstiefe fahren mit Vorschub F = 1000 mm/min
Kontur an Punkt 1 anfahren
Weiches anfahren auf Kreis mir R=2 mm
Punkt 2 anfahren
Punkt 3: erste Gerade für Ecke 3
Fase mit Länge 10 mm programmieren
Punkt 4: zweite Gerade für Ecke 3, erste Gerade für Ecke 4
Fase mit Länge 20 mm programmieren
Letzten Konturpunkt 1 anfahren, zweite Gerade für Ecke 4
Weiches wegfahren auf Kreis mir R=2 mm
Werkzeug freifahren in der Bearbeitungsebene
Werkzeug freifahren in der Spindelachse, Programm-Ende
GKAP6.PM6
16.03.2007, 08:22
75