Lineare achsfehler-kompensation, 3 lineare achsfehler-kompensation – HEIDENHAIN TNC 335 Technical Manual Benutzerhandbuch
Seite 120
Advertising
3/95
TNC 360
1 Maschinen-Achsen
4-23
MP712
Kompensationswert pro Regelkreis-Zykluszeit
Eingabe: 0,000 bis 1,000 [mm]
MP712.0
Achse X
MP712.1
Achse Y
MP712.2
Achse Z
MP712.3
Achse 4
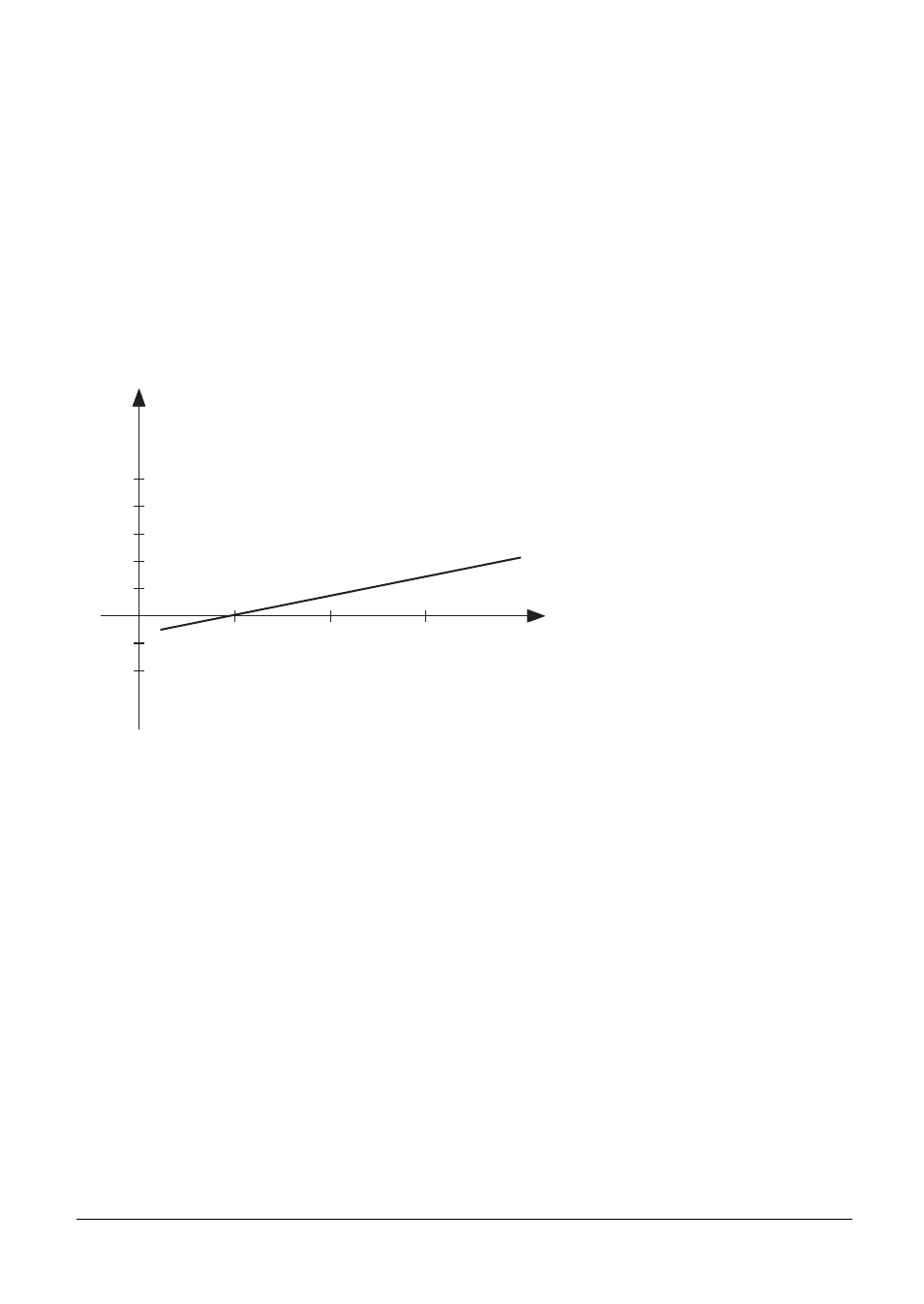
1.6.3 Lineare Achsfehler-Kompensation
In jeder Linear-Achse (nicht Rundachse A, B, C) kann ein linearer Achsfehler kompensiert werden.
Der Achsfehler wird im Maschinen-Parameter MP720 mit entsprechendem Vorzeichen einge-geben.
Der Fehler ist positiv, wenn der Tisch zu weit verfährt, und negativ, wenn er zu kurz verfährt.
Ref.-Marke 500 1000 Meßsystem
[mm]
0.02
0.01
-0.01
-0.02
0
Fehler
[mm]
MP720
lineare Achsfehler-Kompensation
Eingabe: –1,000 bis +1,000 [mm/m]
MP720.0
Achse X
MP720.1 Achse
Y
MP720.2 Achse
Z
MP720.3 Achse
4
Advertising