HEIDENHAIN TNC 335 Technical Manual Benutzerhandbuch
Seite 201
4-104
TNC 360
4 Hauptspindel
3/95
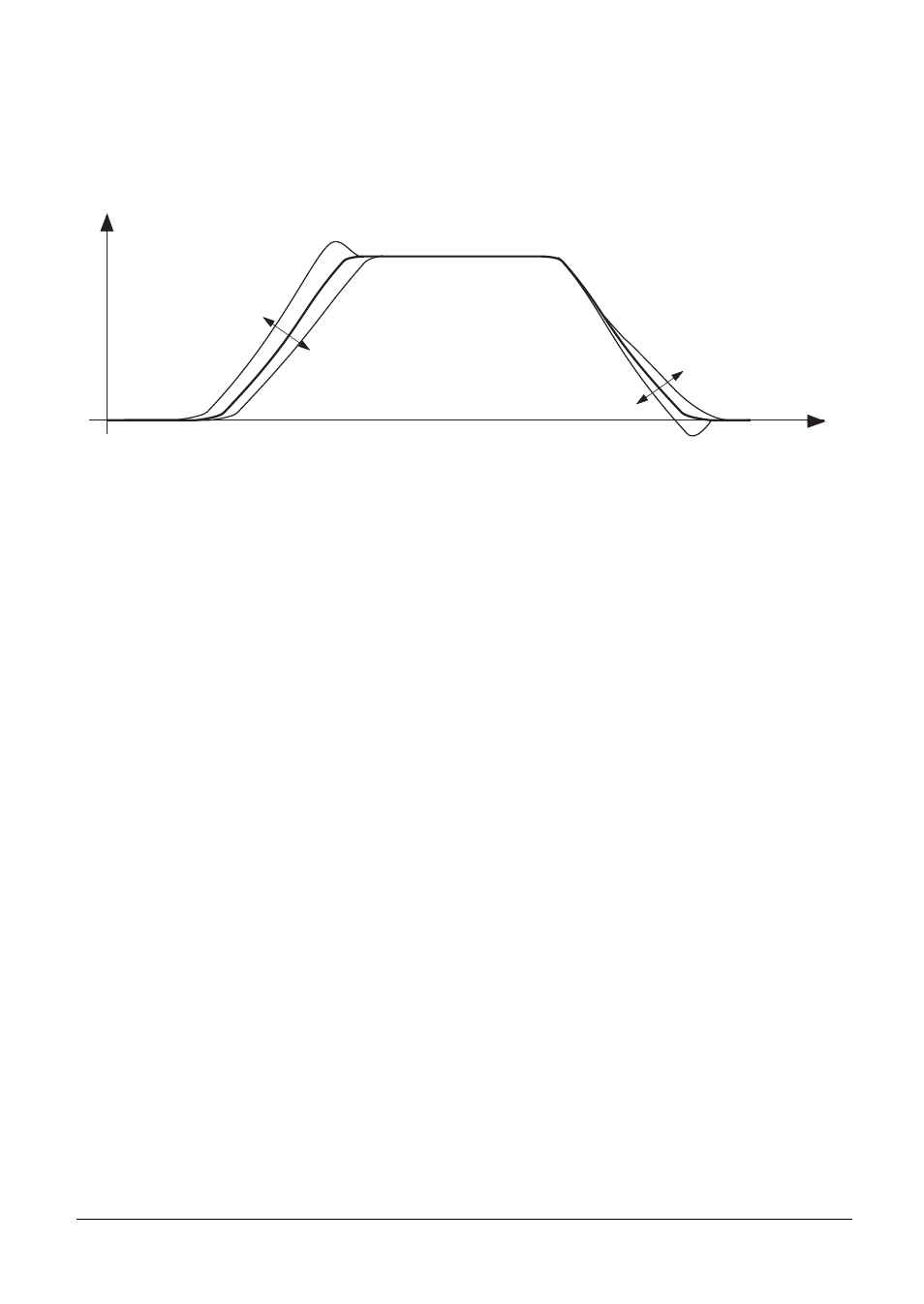
Um die Spindel-Rampe beim Bohren besser den dynamischen Eingenschaften der Maschine
anzupassen, wurden Maschinen-Parameter MP7130 und MP7140 eingeführt. Maschinen-Parameter
MP7150 legt das Positionierfenster für die Werkzeugachse fest. Der Eingabewert muß kleiner oder
gleich MP1030.2 sein.
Ein Überschwingen der Spindel beim Beschleunigen und beim Einfahren ist in jedem Fall zu
vermeiden.
S
t
kleiner
MP7130
größer
kleiner
MP7140
größer
Mittels des Maschinen-Parameters MP7160 kann die Spindelorientierung am Beginn des Zyklus 17
"Gewindebohren GS" unterdrückt werden. Die Spindelspannung wird dabei am Anfang des Zyklus
mit der Rampe aus MP3410.1 auf den Wert 0 Volt gebremst.
In diesem Fall kann nicht mehrfach in dasselbe Gewinde geschnitten werden!
S
R
M2095
Gewindebohren ohne Ausgleichsfutter aktiv
NC
NC
M2499
Regelkreis Achse S öffnen
PLC
PLC
MP3410.3
Rampensteilheit für Gewindebohren ohne Ausgleichsfutter
Eingabe 0 bis 1,999 [V/msec]
MP7130
Einfahrverhalten der Spindel
Eingabe: 0,001 bis 10 [°/min] (entsprechend MP1520)
MP7140
Einschwingverhalten der Spindel beim Beschleunigen
Eingabe: 0,001 bis 1 (entsprechend MP1530)
MP7150
Positionier-Fenster der Werkzeugachse
Eingabe: 0,001 bis 2 [mm]
MP7160
Unterdrücken der Spindelorintierung zu Beginn von Zyklus 17
Eingabe: 0 oder 1
0 = Spindelorientierung wird ausgeführt
1 = Spindelorientierung wird nicht ausgeführt