Referenzmarken, 2 referenzmarken – HEIDENHAIN TNC 335 Technical Manual Benutzerhandbuch
Seite 133
4-36
TNC 360
2 Referenzmarken
3/95
2 Referenzmarken
Durch das Setzen eines Bezugspunktes wird für die Werkstück-Bearbeitung jeder Achsposition ein
bestimmter Positionswert (Koordinate) zugeordnet. Da die Ist-Positionswerte vom Meßsystem
inkremental gebildet werden, muß diese Zuordnung zwischen Achspositionen und Positionswerten
nach jeder Stromunterbrechung reproduziert werden.
Die HEIDENHAIN-Längenmeßsysteme sind deshalb mit einer oder mehreren Referenzmarken
ausgestattet. Beim Überfahren einer Referenzmarke wird ein Signal erzeugt, das die betreffende
Position als Referenzpunkt kennzeichnet. Durch das Überfahren der Referenzmarken werden nach
einer Stromunterbrechung die durch das Bezugspunkt-Setzen zuletzt festgelegten Zuordnungen
zwischen Achspositionen und Positionswerten und zugleich auch die maschinenfesten Bezüge
wiederhergestellt.
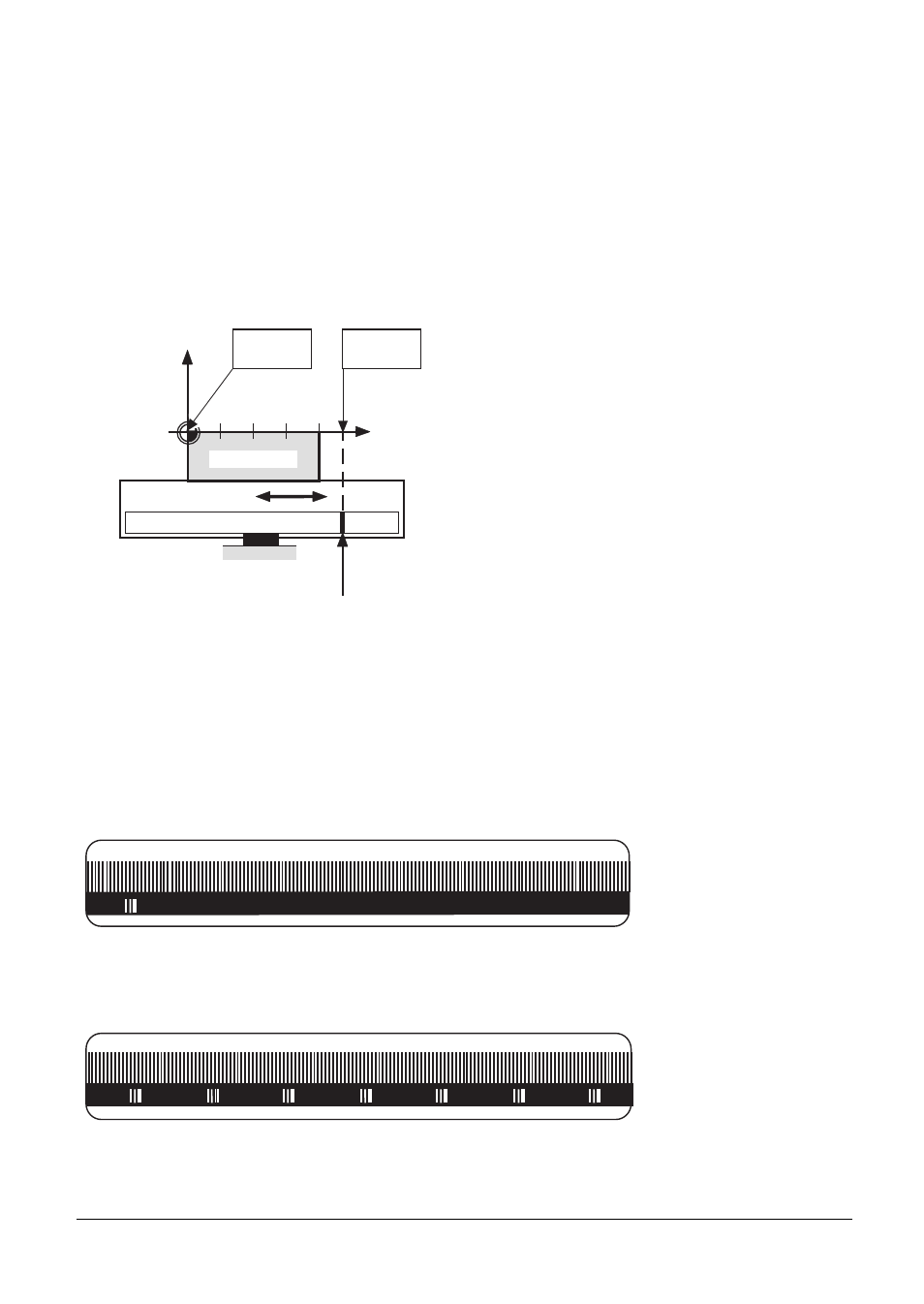
Wegmeßsystem
Maschinentisch
REF-Wert
– 44,985
10 20 30 40
Referenzmarke = Maschinen-Nullpunkt
+Z
+X
0
Werkstück-
Nullpunkt
Werkstück
REF-Wert
0
Da es oft ungünstig ist, zum Ermitteln des Referenzpunktes nach dem Einschalten große Wege zu
verfahren, empfiehlt HEIDENHAIN den Einsatz von Wegmeßsystemen mit abstandscodierten
Referenzmarken. Bei solchen Wegmeßsystemen steht der absolute Positionswert nach dem
Überfahren von zwei Referenzmarken zur Verfügung.
Die Maßstabteilung besteht aus dem Strichgitter und einer parallel dazu verlaufenden Referenz-
markenspur. Der Abstand zwischen jeweils zwei aufeinander folgenden Referenzmarken ist definiert
unterschiedlich, so daß aus diesem Abstand die absolute Position des Maschinen-schlittens
bestimmt werden kann.
Maßstab mit abstandscodierten Referenzmarken
Maßstab mit einer Referenzmarke