1 sonder-werkzeuge, Steuerung des werkzeugwechslers, 2 steuerung des werkzeugwechslers – HEIDENHAIN TNC 335 Technical Manual Benutzerhandbuch
Seite 292
3/95
TNC 360
15 Werkzeugwechsler
4-195
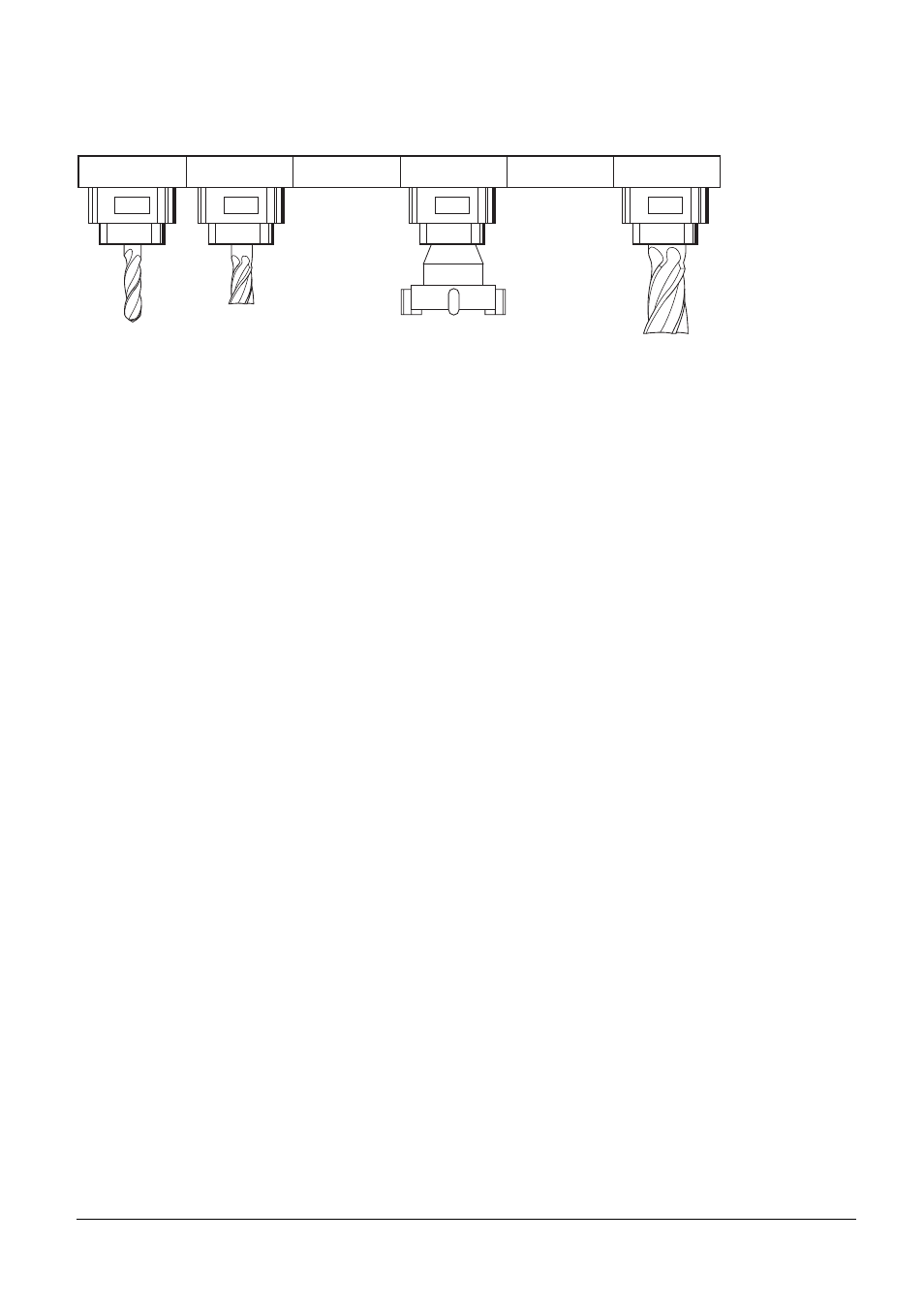
15.1.1 Sonder-Werkzeuge
Sonder-Werkzeuge sind übergroße Werkzeuge, für die im Werkzeug-Magazin Plätze davor und
dahinter freigelassen werden müssen.
P8
P6
P5
P10
Im Maschinen-Parameter MP7264 wird die Anzahl der freizulassenden Plätze vor und nach dem
Platz definiert. In der Werkzeug-Tabelle werden die Sonder-Werkzeuge mit einem "S" vor der Platz-
Nummer gekennzeichnet. Die Platz-Nummern der freigelassenen Plätze werden nicht angezeigt. Die
variable Platz-Codierung kann man für Sonder-Werkzeuge einschränken. Wird der Merker M2601
gesetzt, so werden Sonder-Werkzeuge trotz der Einstellung "variable Platz-Codierung" auf den
ursprünglichen Platz zurückgelegt.
MP7264
Anzahl der reservierten Plätze neben Sonderwerkzeug
Eingabe: 0 bis 3
Set
Reset
M2601
Sonder-Werkzeug auf ursprünglichen Platz
PLC
PLC
trotz variabler Platz-Codierung
15.2 Steuerung des Werkzeugwechslers
Die Steuerung des Werkzeugwechslers, d. h. Positionierungen von Greifer und Kette (Teller), und
der komplette Wechselvorgang erfolgt über die PLC. Die NC übernimmt die Platz-Zuordnung und
Auswertung der TOOL DEF- und TOOL CALL-Sätze.
Die Kommunikation zwischen NC und PLC erfolgt über Merker und Wörter.
Mit Hilfe des TOOL DEF-Satzes kann eine Vorpositionierung des Werkzeugwechslers veranlaßt
werden. Dabei muß nach Einwechseln eines Werkzeugs mit TOOL DEF das nächste Werkzeug
programmiert werden. Die PLC wertet die Werkzeug- bzw. Platz-Nummer aus und veranlaßt eine
Vorpositionierung des Folge-Werkzeugs.