HEIDENHAIN TNC 335 Technical Manual Benutzerhandbuch
Seite 370
6-2
TNC 360
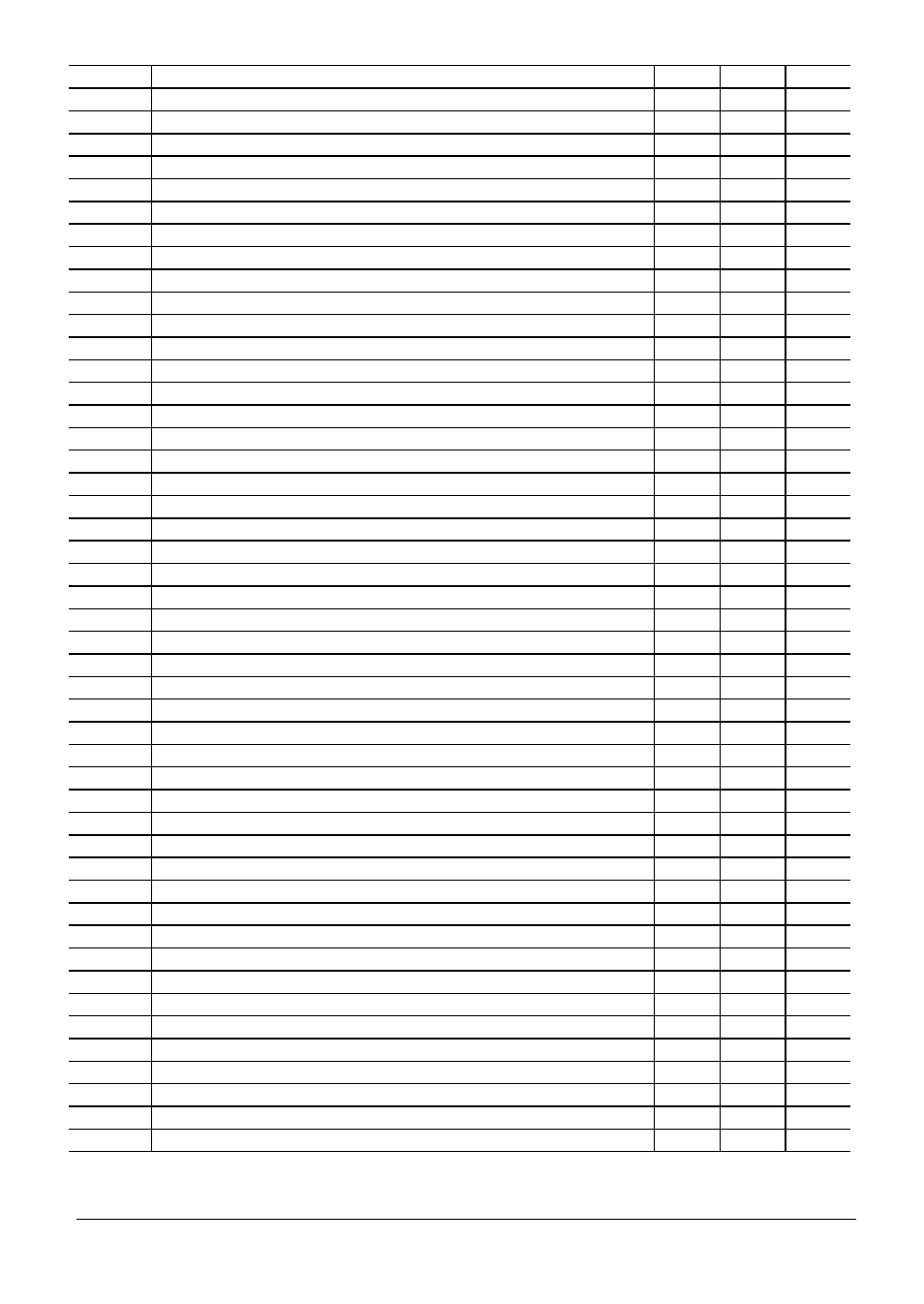
1 Liste der Merker
4/96
Merker
Funktion
Set
Reset
Seite
M2046
Änderungssignal T-Code (P-Code) bei TOOL CALL
NC
NC
4-199
M2047
Änderungssignal T-Code (P-Code) bei TOOL DEF
NC
NC
4-199
M2048
Gewindebohr-Zyklus aufgerufen
NC
NC
4-100
M2049
Parallel editieren
NC
NC
–
M2050
Betriebsart: Programm Einspeichern
NC
NC
7-123
M2051
Betriebsart: Manueller Betrieb
NC
NC
7-123
M2052
Betriebsart: Elektronisches Handrad
NC
NC
7-123
M2053
Betriebsart: Positionieren mit Handeingabe
NC
NC
7-123
M2054
Betriebsart: Programmlauf Einzelsatz
NC
NC
7-123
M2055
Betriebsart: Programmlauf Satzfolge
NC
NC
7-123
M2056
Betriebsart: Programm-Test
NC
NC
7-123
M2057
Betriebsart: Überfahren der Referenzmarken
NC
NC
7-123
M2058
Wiederholung letzte BA-Taste
NC
NC
–
M2060
DIN/ISO-Programm ist angewählt
NC
NC
4-132
M2061
END-PGM, oder M02 oder M30 wurde abgearbeitet
NC
NC
4-135
M2063
"PGM 0" ist angewählt
NC
NC
4-199
M2064
S-Code 1. Bit (lsb)
7-123
M2065
S-Code 2. Bit
7-123
M2066
S-Code 3. Bit
7-123
M2067
S-Code 4. Bit
7-123
M2068
S-Code 5. Bit
7-123
M2069
S-Code 6. Bit
7-123
M2070
S-Code 7. Bit
7-123
M2071
S-Code 8. Bit (msb)
7-123
M2072
M-Code 1. Bit (lsb)
7-123
M2073
M-Code 2. Bit
7-123
M2074
M-Code 3. Bit
7-123
M2075
M-Code 4. Bit
7-123
M2076
M-Code 5. Bit
7-123
M2077
M-Code 6. Bit
7-123
M2078
M-Code 7. Bit
7-123
M2079
M-Code 8. Bit (msb)
7-123
M2080
minimale Drehzahl aus MP3020 1. Bit (lsb)
7-123
M2081
minimale Drehzahl aus MP3020 2. Bit
7-123
M2082
minimale Drehzahl aus MP3020 3. Bit
7-123
M2083
minimale Drehzahl aus MP3020 4. Bit
7-123
M2084
minimale Drehzahl aus MP3020 5. Bit
7-123
M2085
minimale Drehzahl aus MP3020 6. Bit
7-123
M2086
minimale Drehzahl aus MP3020 7. Bit
7-123
M2087
minimale Drehzahl aus MP3020 8. Bit (msb)
7-123
M2088
Schrittweise aus MP3020 1. Bit (lsb)
7-123
M2089
Schrittweise aus MP3020 2. Bit
7-123
M2090
Schrittweise aus MP3020 3. Bit
7-123
M2091
Schrittweise aus MP3020 4. Bit (msb)
7-123
M2092
nicht erlaubte Drehzahl
NC
NC
4-87
M2093
Es folgt ein weiterer T-Code (P-Code) bei TOOL CALL
NC
NC
4-214
M2095
Gewindebohren ohne Ausgleichsfutter aufgerufen
NC
NC
4-104