HEIDENHAIN TNC 335 Technical Manual Benutzerhandbuch
Seite 260
3/95
TNC 360
9 Tastsystem
4-163
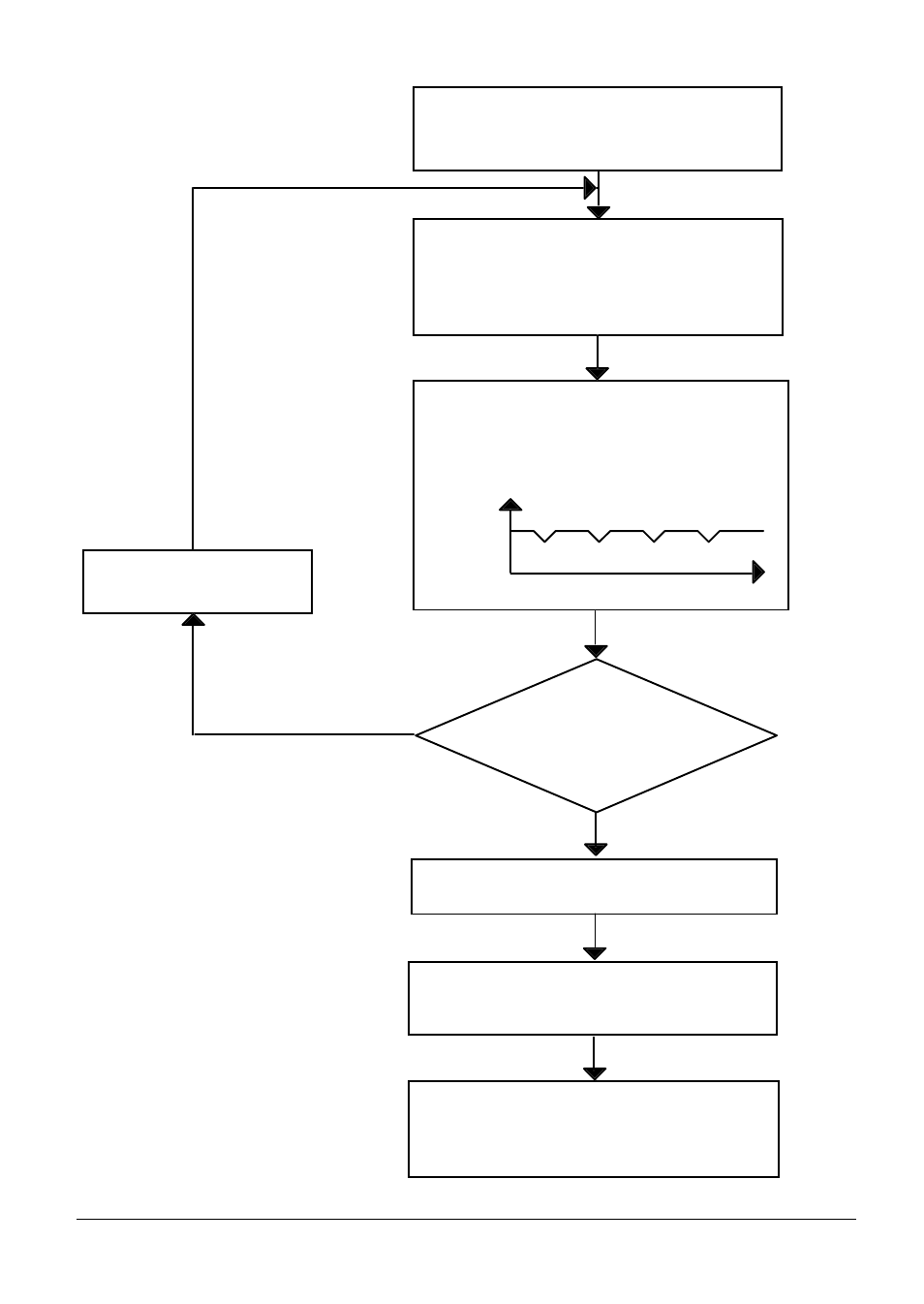
Vorgehensweise zum Optimieren der Maschinen-Parameter
Speicher-Oszillosgraph am Sollwert-Eingang
des Servo-Verstärkers für die X-Achse an-
klemmen.
In Betriebsart
"PROGRAMMLAUF-SATZFOLGE"
Optimierungs-Programm anwählen,
externe START-TASTE betätigen.
Maschine läuft, Digitalisiervorgang beginnt.
U[V]
Vorschub [1] mit Override-Potentiometer [2] so
lange erhöhen, bis X-Sollwert maximalen Wert
reicht und nur geringe Spannungseinbrüche auf
weist (Achse soll gerade noch mit gleichförmig
Geschwindigkeit verfahren).
Umax
t[s]
MP6230 wieder verringern
(z.B. um 10 mm/min)
Den Optimier-Vorgang für die Y-Achse
wiederholen. Dazu das NC-Programm auf
Abtast-Richtung Y ändern [3].
Den Optimier-Vorgang für die Z-Achse wieder-
holen. Dazu den Abtastbereich entsprechend
verändern [3]. Augenmerk gilt dabei der
senkrechten Flanke.
MP6230 erhöhen
(z.B. um 10 mm/min)
ja
nein
Sind die Schwingungen in
Normalen-Richtung bereits wahrnehmbar
(Tastkugel hebt sichtbar von der
Werkstück-Oberfläche ab)?
[1] Der in der schlechtesten Achse
maximal mögliche Vorschub
ist zu notieren.
[2] Sollte das Override-Potentio-
meter bereits bei 150 % stehen
und die Achse verfährt noch mit
gleichförmiger Geschwindigkeit,
so ist MP6210 zu erhöhen.
[3] Der Optimier-Vorgang richtet sich
nach der schlechtesten Achse.
Daher darf der Vorschub mit dem
vorschub (MP6230) nicht weiter
erhöht werden.
Override-Potentiometer und Normalen-