Anzeige und bedienung, Maschinen-nullpunkt, 6 anzeige und bedienung – HEIDENHAIN TNC 335 Technical Manual Benutzerhandbuch
Seite 206: 1 maschinen-nullpunkt
3/95
TNC 360
6 Anzeige und Bedienung
4-109
6 Anzeige und Bedienung
Über Maschinen-Parameter und PLC-Merker kann das Verhalten der Steuerung für bestimmte
Funktionen beeinflußt werden.
Alle Maschinen-Parameter und PLC-Merker, die die Anzeige und die Bedienung der Steuerung
beeinflussen und für die kein eigenes Kapitel in diesem Handbuch besteht, sind im Kapitel "Anzeige
und Bedienung" beschrieben.
6.1 Maschinen-Nullpunkt
In der Betriebsart ”Manueller Betrieb" kann ein Bezugspunkt (Werkstück-Nullpunkt) definiert
werden.
NC-Positioniersätze beziehen sich normalerweise auf diesen gesetzten Bezugspunkt. Soll sich ein
Positioniersatz nicht auf den gesetzten Bezugspunkt, sondern auf den Maschinen-Nullpunkt
beziehen, so muß dies mit M91 programmiert werden. Bei der TNC 360 sind Maschinen-Nullpunkt
und Maßstab-Nullpunkt (= Referenzpunkt) identisch. Alle REF-bezogenen Anzeigen und
Positionierungen (PLC-Positionierung oder M91) beziehen sich auf den Maschinen-Nullpunkt.
Mit MP950.x kann eine weitere maschinenfeste Position definiert werden. Will man sich in einem
Positioniersatz auf diese Position beziehen, so muß dies mit M92 programmiert werden. In MP950.x
wird der Abstand dieser maschinenfesten Position zum Maschinen-Nullpunkt eingegeben.
M91 und M92 sind satzweise wirksam.
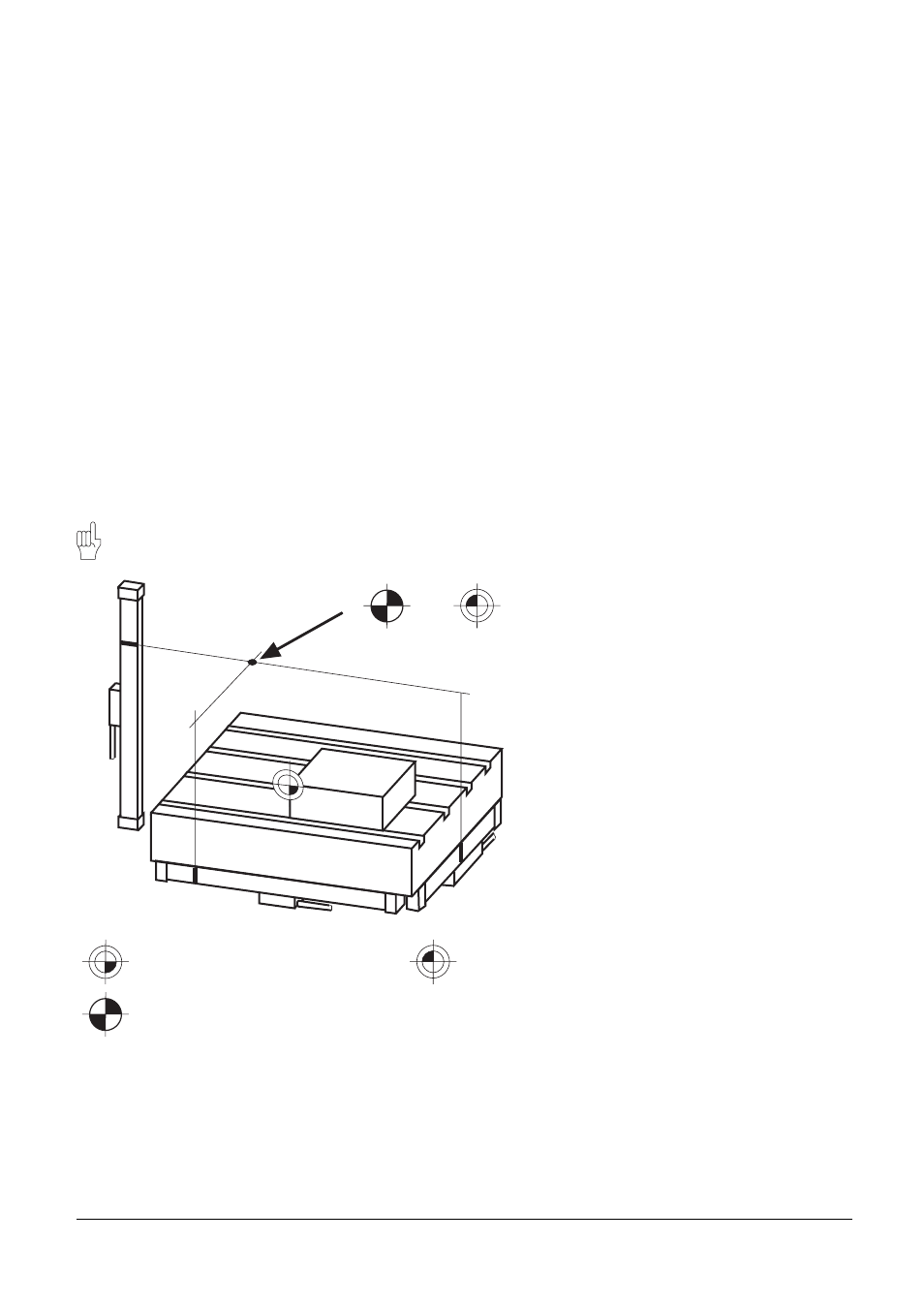
RM
RM
RM
Werkstück-Nullpunkt
Maßstab-Nullpunkt
RM = Referenzmarke
Maschinen-Nullpunkt
=