HEIDENHAIN TNC 335 Technical Manual Benutzerhandbuch
Seite 122
3/95
TNC 360
1 Maschinen-Achsen
4-25
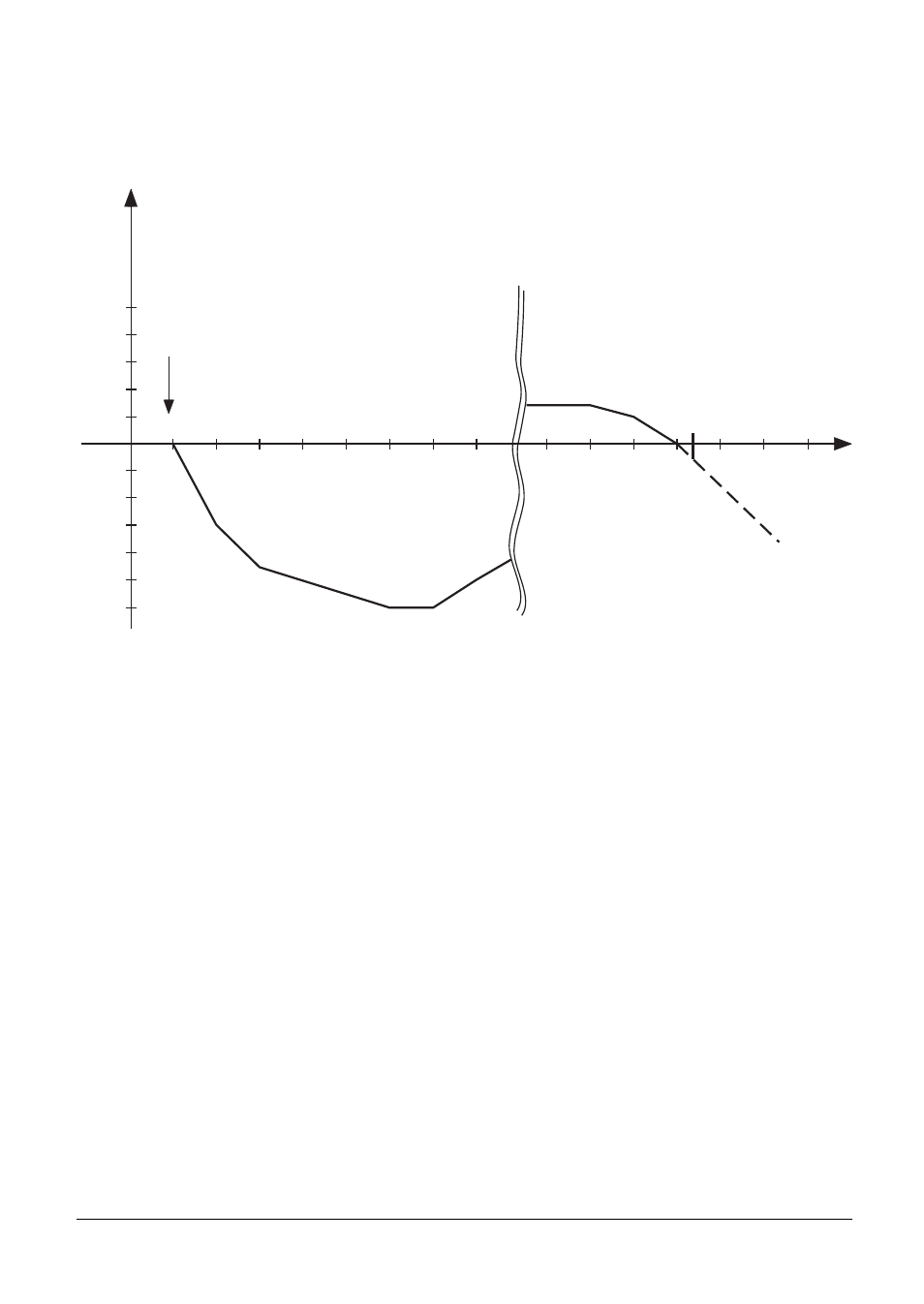
Beispiel:
Y = F(Z)
Meßlänge über Achse Z = 1 000 mm
gewünschter Abstand der Korrekturpunkte = 1 000 mm / 64 = 15,62 mm
Mögliche Zweierpotenz = 2
14
= 16,384 mm
Bezugspunkt: –990
–957.232
–891.696
–908.08
Fehler in Y
[mm]
Z
[mm]
0.1
0.08
0.06
0.04
0.02
-0.1
-0.08
-0.06
-0.04
-0.02
–990
–973.616
–940.848
–924.464
–875.312
-0.12
–56.112
–39.728
–23.344
–6,96
+9.424
+25.808
Maschinen–
Nullpunkt
Bezugspunkt
0
Die so ermittelten Fehler können in Form einer Tabelle direkt in die HEIDENHAIN-Bahnsteuerung
eingegeben werden. Die Achsfehler-Kompensation wirkt allerdings erst dann, wenn sie über den
Maschinen-Parameter MP730 achsspezifisch freigegeben wird.
Zur Eingabe der Korrekturwert-Tabelle muß die Schlüsselzahl 105 296 eingegeben werden.
Nach Eingabe der Schlüsselzahl meldet sich die Steuerung anfangs mit der Korrekturwert-Tabelle für
die Achse X:
X = F(X)
BEZUGSPUNKT +0
ABST 0
0 X+0 X+0
1 X+0,001 X+0
2 X+0,002 X+0
.
.
.