Gewindebohren, 4 gewindebohren – HEIDENHAIN TNC 335 Technical Manual Benutzerhandbuch
Seite 196
3/95
TNC 360
4 Hauptspindel
4-99
4.4 Gewindebohren
In der Steuerung stehen zwei Gewindebohr-Zyklen zur Verfügung:
– Gewindebohren mit Ausgleichsfutter und
– Gewindebohren ohne Ausgleichsfutter.
Gewindebohren mit Ausgleichsfutter ist bei analoger und codierter Ausgabe der Spindel-Drehzahl
möglich. Gewindebohren ohne Ausgleichsfutter ist nur bei analoger Ausgabe der Spindel-Drehzahl
möglich.
Der Zyklus Gewindebohren wird im NC-Programm definiert und mit CYCL CALL (M03) aufgerufen.
Das Gewindebohren wird über Maschinen-Parameter dem dynamischen Verhalten der Maschine an-
gepaßt.
4.4.1 Gewindebohren mit Ausgleichsfutter bei analoger Ausgabe der
Spindeldrehzahl
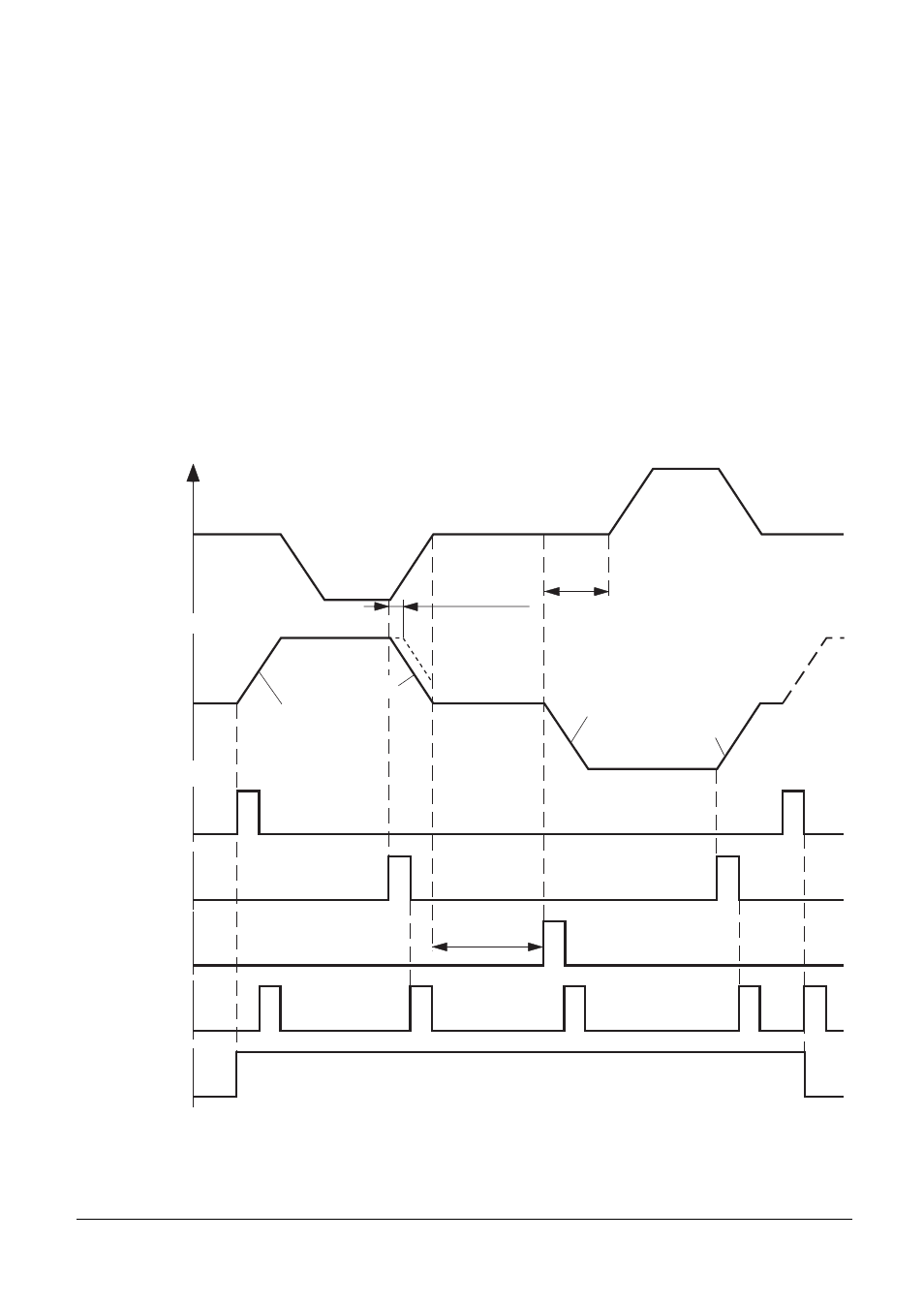
Folgendes Diagramm zeigt den zeitlichen Ablauf des Zyklus.
0
F
0
S
M03
M05
M04
Rückmeldung
M-Funktion
M2048
Zyklus
Start
Zyklus
Ende
MP7120.0
Verweilzeit
aus CYCL DEF 2.3
MP7120.2
MP3410.0
MP3410.2
MP3410.0
MP3410.2
Wird der Gewindebohr-Zyklus aufgerufen, so wird Merker M2048 von der NC gesetzt.