Gewindebohren ohne ausgleichsfutter, 3 gewindebohren ohne ausgleichsfutter – HEIDENHAIN TNC 335 Technical Manual Benutzerhandbuch
Seite 200
3/95
TNC 360
4 Hauptspindel
4-103
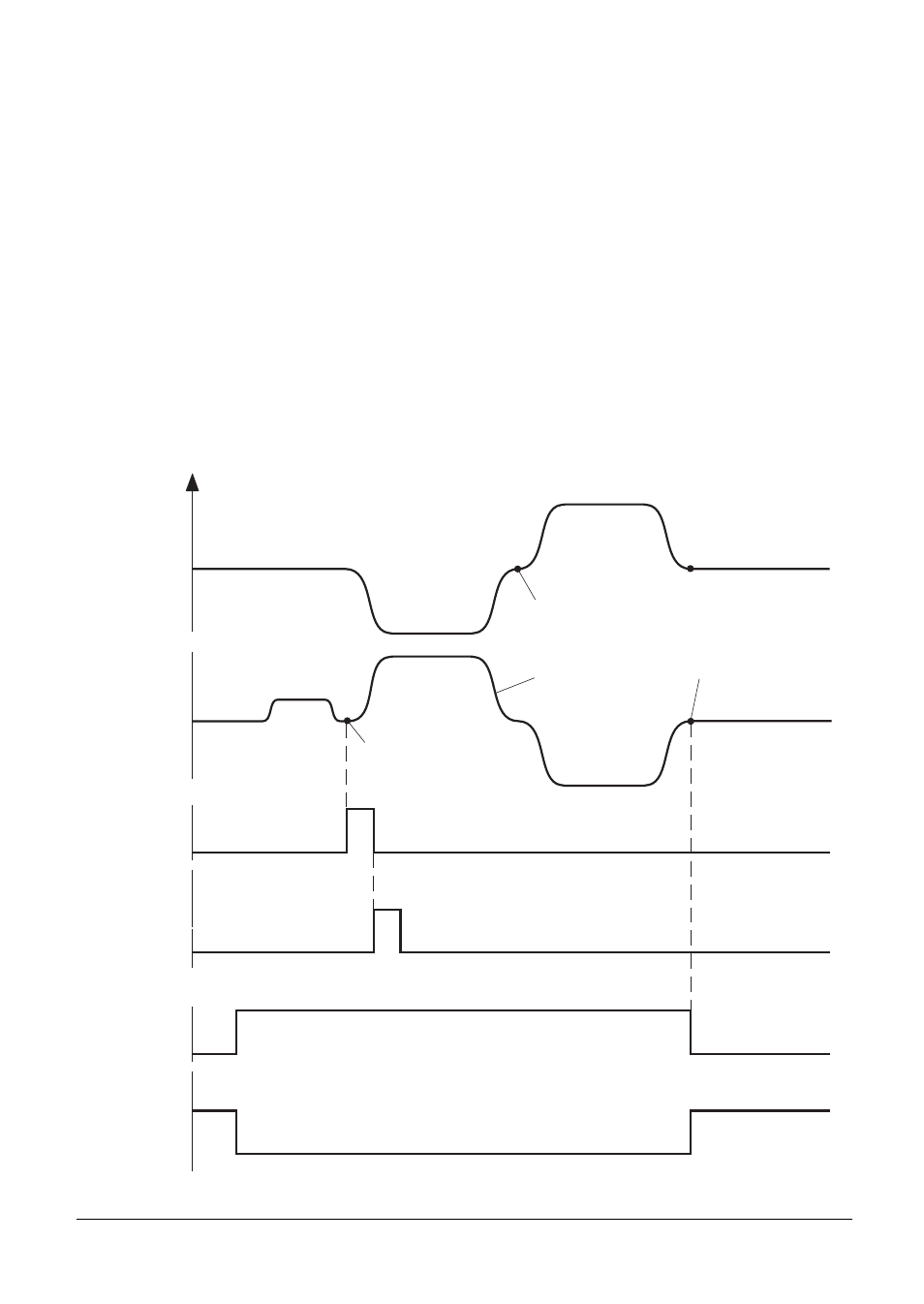
4.4.3 Gewindebohren ohne Ausgleichsfutter
Das Gewindebohren ohne Ausgleichsfutter wird im NC-Programm mit "CYCL DEF 17" definiert und
mit CYCL CALL aufgerufen. Auch hier legen Maschinen-Parameter das dynamische Verhalten fest.
Vor dem Gewindebohren werden die Achsen (z.B. Z und S) über eine Spindel-Orientierung
synchronisiert, d.h. jeder Z-Position ist eine bestimmte Spindelstellung zugeordnet. Das bedeutet,
daß dasselbe Gewinde mehrfach geschnitten werden kann. Die fest zugeordnete Spindelstellung ist
abhängig von der im Zyklus eingegebenen Gewindesteigung. Durch die festgelegte Spindelsteigung
ist die zugeordnete Z-abhängige Spindelposition vom Bediener nicht mehr beeinflußbar. Die
Spindelsteigung kann positiv und negativ sein.
Mit dem Starten des Zyklus wird der Merker M2095 gesetzt. Mit diesem Merker kann über das PLC-
Programm gegebenenfalls die Spindel mit M03 oder M04 eingeschaltet werden und als
Rückmeldung muß der Merker M2499 (Regelkreis Achse S schließen) auf Null gesetzt werden. Erst
dann wird orientiert und Spindel und Vorschub laufen synchron, bis der Zyklus vollständig
abgearbeitet ist. Vor dem Orientieren wird von der NC ein M05 ausgegeben. Eine Rückmeldung ist
notwendig.
Danach wird Merker M2095 von der NC zurückgesetzt und der Regelkreis geöffnet. Während dem
Gewindebohren wird die Spindelpoisition angezeigt. Die Rampen für den Bohrvorgang sind in
MP3410.3 festgelegt.
0
F
0
S
M05
Rückmeldung
M-Funktion
Positionierfenster
erreicht (MP7150)
Rampe aus
MP3410.3
orientierter Halt
orientierter Halt
M2095
M2499
Zyklus
Start
Zyklus
Ende