HEIDENHAIN TNC 335 Technical Manual Benutzerhandbuch
Seite 150
3/95
TNC 360
3 Lageregelung der NC-Achsen
4-53
Y
S
v
t
➀
➁
➂
X
S
Vx
sax
s
ax
+
➃
➄
➅
v
x
Soll+
Antriebs-
verstärker
+
-
v
x
Ist
Beschleunigung:
MP1060
Integralfaktor:
MP1080
kv-Faktor: MP1810
Knickpunkt: MP1830
Multiplikations- Faktor: MP1820
s=s
0
+v·
∆
t
X
Ist
X
Soll
-
v=
a·
t
v
=
k
v
·s a
x
U
t
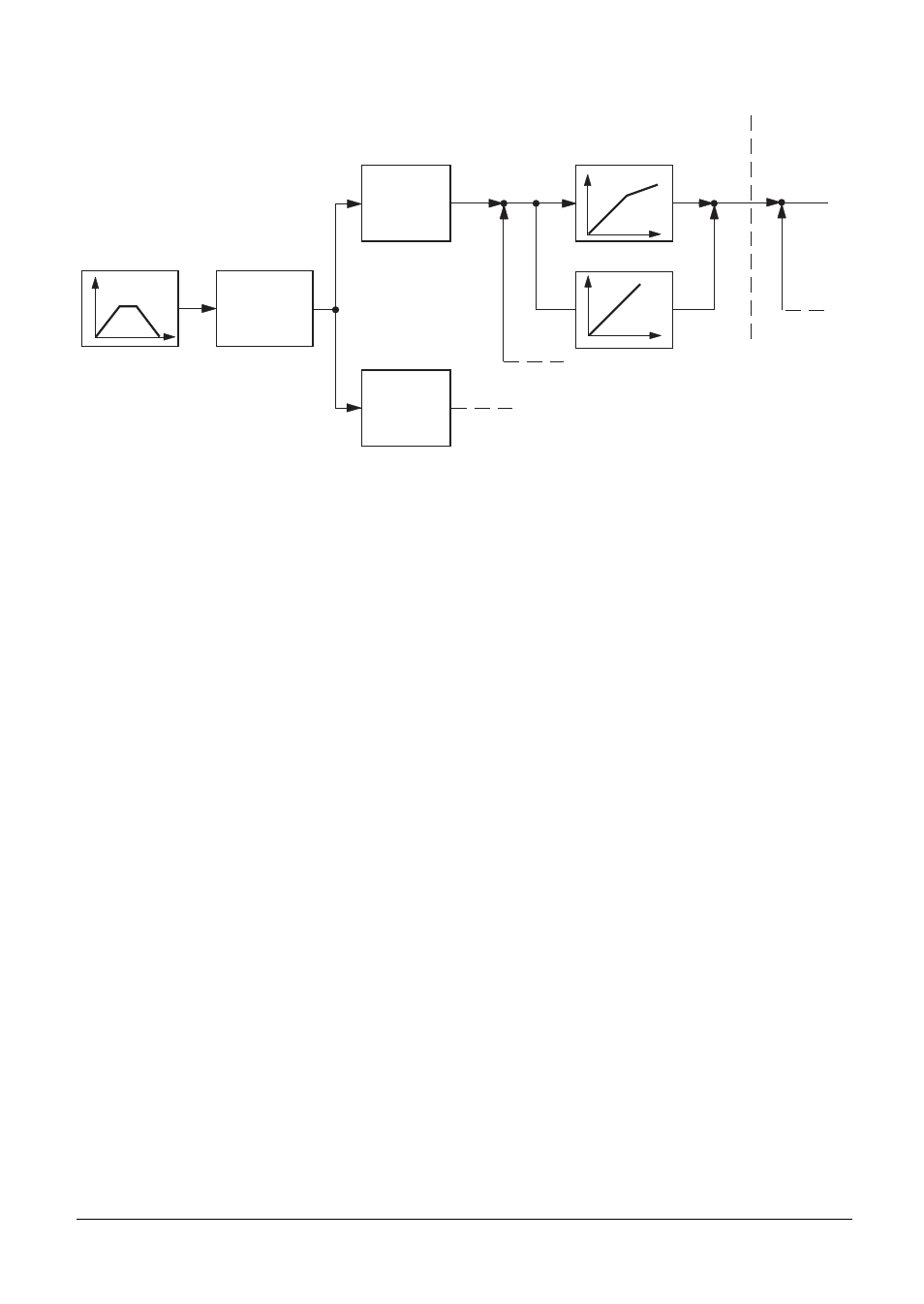
➀ Aus dem im NC-Programm programmierten Vorschub und der Endposition (X-, Y-, Z-, 4. Achse)
berechnet sich die Steuerung unter Berücksichtigung der eingegebenen Beschleunigung
(MP1060) alle 6 ms einen Geschwindigkeits-Sollwert. Die eingegebene Beschleunigung gilt für
die ansteigende wie für die abfallende Rampe. Werden mehrere Achsen gleichzeitig verfahren,
so ist der kleinste Beschleunigungswert wirksam.
➁ Alle 6 ms wird aus dem Geschwindigkeits-Sollwert ein Weg-Sollwert ermittelt.
s = s
o
+ v ·
∆
t
s
= Weg-Sollwert
s
o
= vorheriger Weg-Sollwert
v
= Geschwindigkeits-Sollwert
∆
t = Zykluszeit 6 ms
➂ Der Weg-Sollwert wird abhängig von den programmierten Achsen in die jeweiligen Achs-
Komponenten zerlegt.
➃ Der achsbezogene Weg-Sollwert wird mit dem Positions-Istwert verglichen und der
Schleppabstand s
a
ermittelt.
s
ax
= x
soll
- x
ist
s
ax
= Schleppabstand für X-Achse
x
soll
= Weg-Sollwert für X-Achse
x
ist
= Weg-Istwert für X-Achse
➄ Der Schleppabstand wird mit dem k
v
-Faktor MP1810 multipliziert und als Geschwindigkeits-
Sollwert (Analogspannung) zum Antriebsverstärker weitergegeben.
v
x
= k
v ·
s
ax
v
x
= Geschwindigkeits-Sollwert für X-Achse
➅ Bei stillstehenden Achsen wird zusätzlich der Integralfaktor MP1080 wirksam. Er bewirkt einen
Offset-Abgleich (siehe Kapitel "Offset-Abgleich").