125 a abgeschirmtes schneiden – unlegierter stahl – Hypertherm Powermax125 Rev.1 Service manual Benutzerhandbuch
Seite 83
Powermax125 Wartungshandbuch 808071
83
6 – Konfiguration des Maschinenbrenners
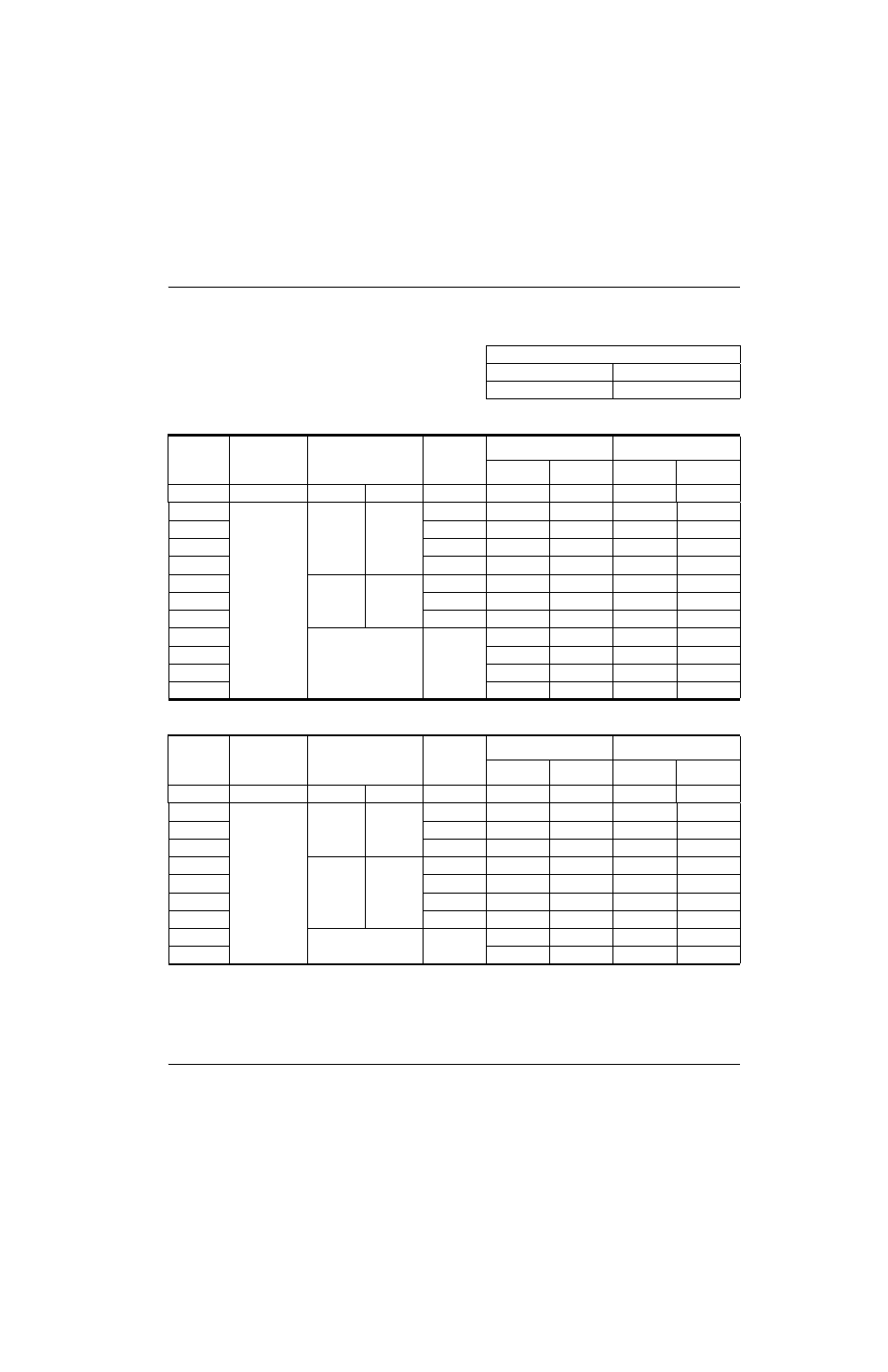
125 A abgeschirmtes Schneiden – unlegierter Stahl
Luftdurchflussmenge – slpm/scfh
Heiß
260 / 550
Kalt
345 / 730
Metrisch
Material-
stärke
Abstand
zwischen
Brenner und
Werkstück
Anfangslochstechhöhe
Lochstechzeit-
verzögerung
Qualitätsoptimierungs-
Einstellungen
Produktionseinstellungen
Schnittge-
schwindigkeit
Spannung
Schnittge-
schwindigkeit
Spannung
mm
mm
mm
%
Sekunden
mm/min
Volt
mm/min
Volt
6
4,6
9,2
200
0,2
4980
158
5960
155
8
0,3
3800
158
4570
157
10
0,4
2750
158
3330
158
12
0,5
2050
157
2510
157
16
11,5
250
0,6
1260
162
1660
164
20
2,0
980
165
1140
164
25
3,5
610
169
780
167
30
Kantenstart*
1,0
580
169
510
167
32
400
174
500
172
35
340
177
430
175
40
240
180
310
178
Englisch
Material-
stärke
Abstand
zwischen
Brenner und
Werkstück
Anfangslochstechhöhe
Lochstechzeit-
verzögerung
Qualitätsoptimierungs-
Einstellungen
Produktionseinstellungen
Schnittge-
schwindigkeit
Spannung
Schnittge-
schwindigkeit
Spannung
Zoll
Zoll
Zoll
%
Sekunden
Zoll/min
Volt
Zoll/min
Volt
1/4
0.18
0.36
200
0.2
188
158
225
155
3/8
0.4
114
158
138
158
1/2
0.5
75
158
93
158
5/8
0.45
250
0.6
50
162
66
164
3/4
0.8
42
164
48
163
7/8
2.0
31
168
37
166
1
3.5
23
169
30
167
1-1/4
Kantenstart*
1.0
16
174
20
172
1-1/2
11
179
14
177
* Sie können Stärken bis zu 32 mm lochstechen, wenn Ihre CNC-Software und die Brennerhöhensteuerung es Ihnen ermöglichen,
den Brenner vorübergehend anzuheben, um das beim Lochstechen anfallende geschmolzene Material zu entfernen. Zum Beispiel
wird diese Funktion in der Phoenix CNC-Software von Hypertherm als „Sprunghöhe bei Mulde“ bezeichnet. Die Verwendung
dieser Lochstechfunktion kann die Standzeit der Verschleißteile beeinträchtigen.