Gerade im eilgang g00, gerade mit vorschub g01 f, Gerade im vorschub gerade im eilgang, G00 g01 – HEIDENHAIN TNC 410 ISO Programming Benutzerhandbuch
Seite 153: Koordinaten des geraden-endpunkts
HEIDENHAIN TNC 410, TNC 426, TNC 430
127
6
.4
B
a
hnb
e
w
e
gun
ge
n
–
r
e
c
h
tw
in
k
li
g
e
K
oor
di
n
a
te
n
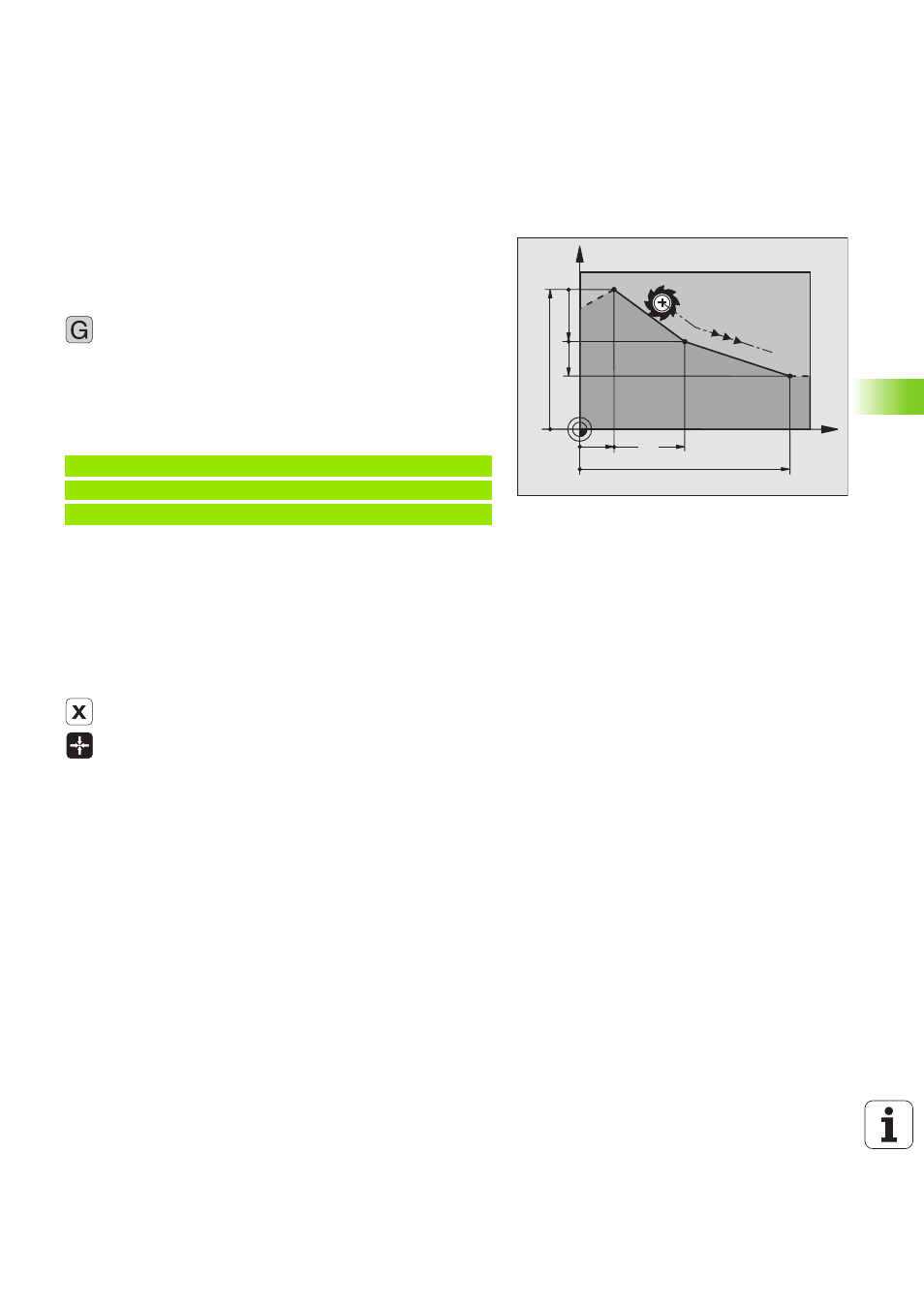
Gerade im Eilgang G00
Gerade mit Vorschub G01 F. . .
Die TNC fährt das Werkzeug auf einer Geraden von seiner aktuellen
Position zum Endpunkt der Geraden. Der Startpunkt ist der Endpunkt
des vorangegangenen Satzes.
Programmierung
U
U
U
U
Koordinaten
des Endpunkts der Geraden
Falls nötig:
U
U
U
U
Radiuskorrektur G40/G41/G42
U
U
U
U
Vorschub F
U
U
U
U
Zusatz-Funktion M
NC-Beispielsätze
Ist-Position übernehmen
Mit der Taste „IST-POSITION-ÜBERNEHMEN“ können Sie eine belie-
bige Achsposition übernehmen:
U
U
U
U
Fahren Sie das Werkzeug in der Betriebsart Manueller Betrieb auf
die Position, die übernommen werden soll
U
U
U
U
Bildschirm-Anzeige auf Programm-Einspeichern/Editieren wechseln
U
U
U
U
Programm-Satz wählen, in den Sie eine Achsposition übernehmen
wollen
U
U
U
U
Achse wählen, deren Position Sie übernehmen wollen
U
U
U
U
Taste „IST-POSITION-ÜBERNEHMEN“ drücken: Die
TNC übernimmt die Koordinaten der Ist-Position in
der zuvor gewählten Achse
N 7 0 G 01 G4 1 X + 10 Y+ 4 0 F 20 0 M 3 *
N 8 0 G 91 X+ 2 0 Y -1 5 *
N 9 0 G 90 X+ 6 0 G 91 Y- 1 0 *
X
Y
60
15
40
10
10
20
1