Bezugspunkt setzen (zyklus g247, nicht tnc 410) – HEIDENHAIN TNC 410 ISO Programming Benutzerhandbuch
Seite 327
HEIDENHAIN TNC 410, TNC 426, TNC 430
301
8
.9
Zy
k
le
n
z
u
r
K
oor
di
n
a
te
n-
U
m
re
c
hnu
ng
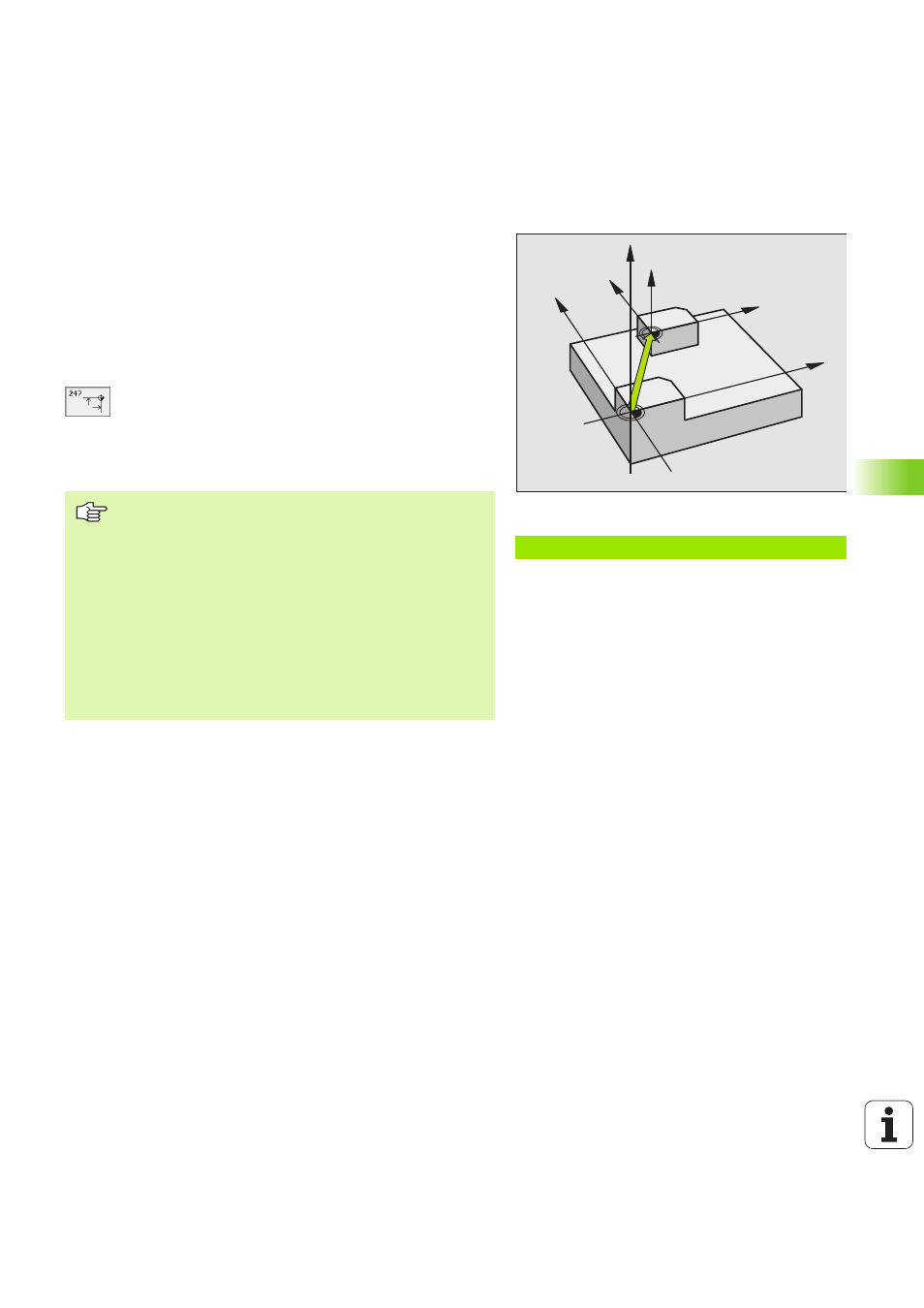
BEZUGSPUNKT SETZEN (Zyklus G247,
nicht TNC 410)
Mit dem Zyklus BEZUGSPUNKT SETZEN können Sie einen in einer
Nullpunkt-Tabelle definierten Nullpunkt als neuen Bezugspunkt akti-
vieren.
Wirkung
Nach einer Zyklus-Definition BEZUGSPUNKT SETZEN beziehen sich
alle Koordinaten-Eingaben und Nullpunkt-Verschiebungen (absolute
und inkrementale) auf den neuen Bezugspunkt. Das Setzen von
Bezugspunkten bei Drehachsen ist auch erlaubt.
U
U
U
U
Nummer für Bezugspunkt?
: Nummer des Bezugspunk-
tes in der Nullpunkt-Tabelle angeben
Rücksetzen
Den zuletzt in der Betriebsart Manuell gesetzten Bezugspunkt aktivie-
ren Sie wieder durch Eingabe der Zusatz-Funktion M104.
Beispiel: NC-Satz
N 1 3 G 24 7 Q 3 39 = 4 *
Z
Z
X
X
Y
Y
Die TNC setzt den Bezugspunkt nur in den Achsen, die in
der Nullpunkt-Tabelle aktiv sind. Eine an der TNC nicht vor-
handene, aber als Spalte in der Nullpunkt-Tabelle
eingeblendete Achse erzeugt eine Fehlermeldung.
Zyklus G247 interpretiert die in der Nullpunkt-Tabelle
gespeicherten Werte immer als Koordinaten, die sich auf
den Maschinen-Nullpunkt beziehen. Der Maschinen-Para-
meter 7475 hat darauf keinen Einfluss.
Wenn Sie Zyklus G247 verwenden, können Sie nicht mit
der Funktion Satzvorlauf in ein Programm einsteigen.
In der Betriebsart PGM-Test ist Zyklus G247 nicht
wirksam.