Kleine konturstufen bearbeiten: m97 – HEIDENHAIN TNC 410 ISO Programming Benutzerhandbuch
Seite 183
HEIDENHAIN TNC 410, TNC 426, TNC 430
157
7.
4 Z
u
s
at
z
-Fu
n
k
ti
o
n
en
f
ü
r d
a
s
B
a
h
n
ver
h
a
lt
en
M124 eingeben
Wenn Sie in einem Positionier-Satz (beim Dialog Zusatz-Funktion) den
Softkey M124 drücken, dann führt die TNC den Dialog für diesen Satz
fort und erfragt den minimalen Punktabstand E.
E können Sie auch über Q-Parameter festlegen, siehe „Prinzip und
Funktionsübersicht”, Seite 332.
Wirkung
M124 wird wirksam am Satzanfang. M124 setzen Sie – wie M112 –
mit M113 zurück.
NC-Beispielsatz
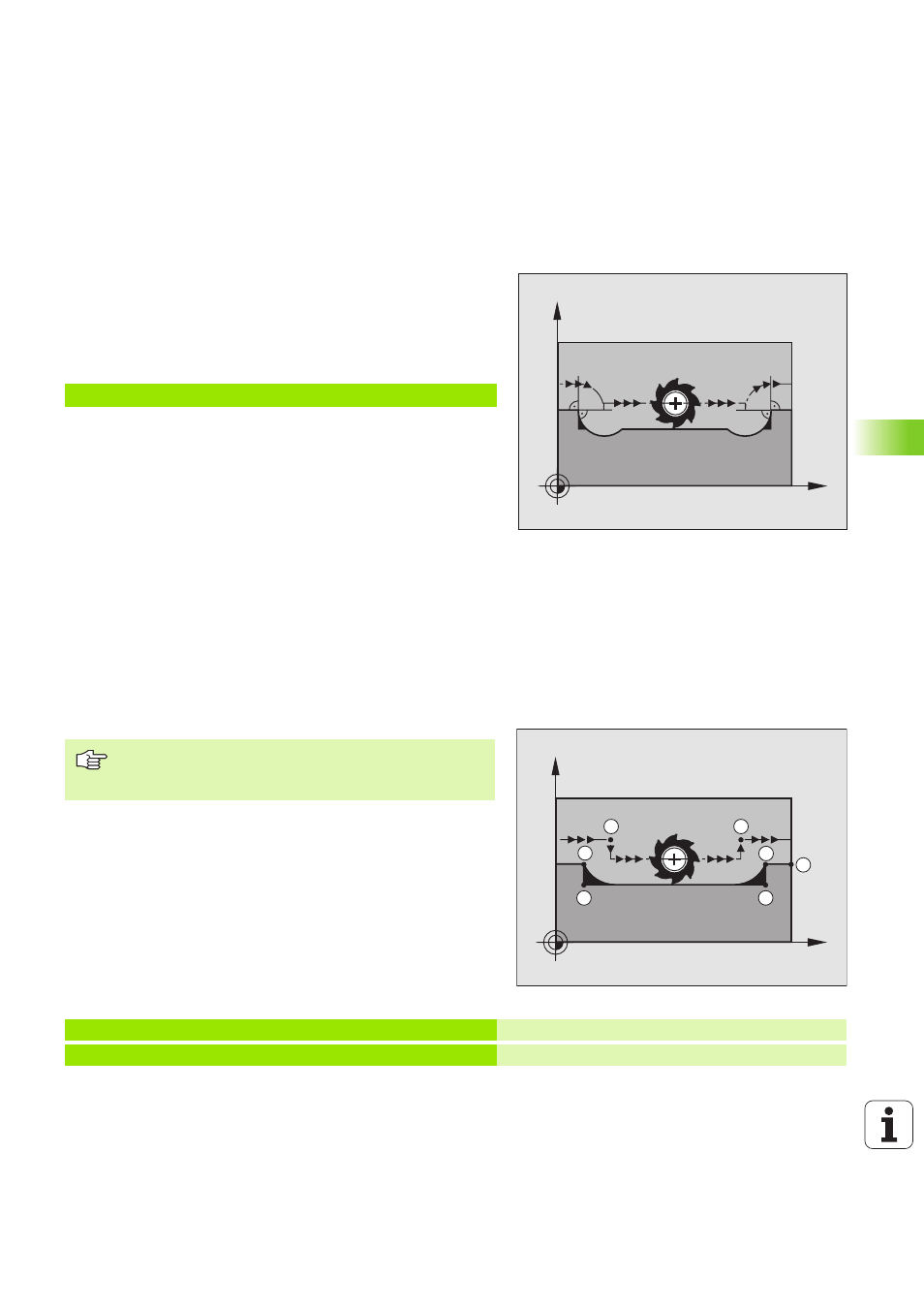
Kleine Konturstufen bearbeiten: M97
Standardverhalten
Die TNC fügt an der Außenecke einen Übergangskreis ein. Bei sehr
kleinen Konturstufen würde das Werkzeug dadurch die Kontur
beschädigen.
Die TNC unterbricht an solchen Stellen den Programmlauf und gibt die
Fehlermeldung „Werkzeug-Radius zu groß“ aus.
Verhalten mit M97
Die TNC ermittelt einen Bahnschnittpunkt für die Konturelemente –
wie bei Innenecken – und fährt das Werkzeug über diesen Punkt.
Programmieren Sie M97 in dem Satz, in dem der Außeneckpunkt fest-
gelegt ist.
Wirkung
M97 wirkt nur in dem Programmsatz, in dem M97 programmiert ist.
NC-Beispielsätze
N 5 0 G 01 G4 0 X + 12 3 ,7 2 3 Y +2 5 ,4 9 1 F 80 0 M1 2 4 E 0. 0 1 *
Die Konturecke wird mit M97 nur unvollständig bearbeitet.
Eventuell müssen Sie die Konturecke mit einem kleineren
Werkzeug nachbearbeiten.
X
Y
X
Y
S
16
17
15
14
13
S
N 5 0 G9 9 G 0 1 . .. R+ 2 0 *
Großer Werkzeug-Radius
. . .