3 zusatz-funktionen für koordinatenangaben – HEIDENHAIN TNC 410 ISO Programming Benutzerhandbuch
Seite 176
150
7 Programmieren: Zusatz-Funktionen
7.
3
Zus
a
tz
-F
u
nk
ti
on
e
n
f
ü
r K
o
or
di
na
te
n
a
nga
be
n
7.3
Zusatz-Funktionen für
Koordinatenangaben
Maschinenbezogene Koordinaten
programmieren: M91/M92
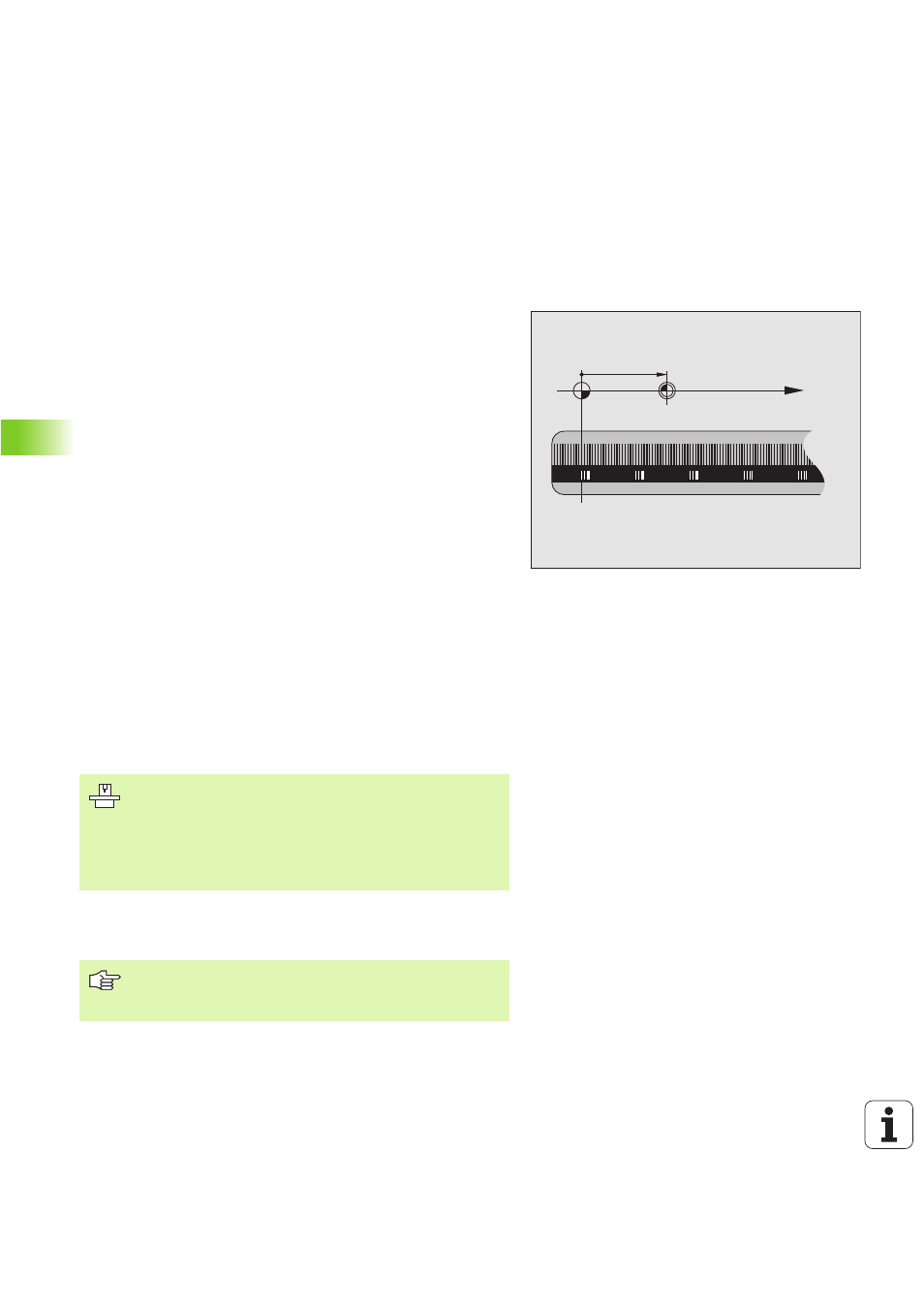
Maßstab-Nullpunkt
Auf dem Maßstab legt eine Referenzmarke die Position des Maßstab-
Nullpunkts fest.
Maschinen-Nullpunkt
Den Maschinen-Nullpunkt benötigen Sie, um
n
Verfahrbereichs-Begrenzungen (Software-Endschalter) zu setzen
n
maschinenfeste Positionen (z.B. Werkzeugwechsel-Position) anzu-
fahren
n
einen Werkstück-Bezugspunkt zu setzen
Der Maschinenhersteller gibt für jede Achse den Abstand des Maschi-
nen-Nullpunkts vom Maßstab-Nullpunkt in einen Maschinen-Parame-
ter ein.
Standardverhalten
Koordinaten bezieht die TNC auf den Werkstück-Nullpunkt, siehe
„Bezugspunkt-Setzen (ohne 3D-Tastsystem)”, Seite 24.
Verhalten mit M91 – Maschinen-Nullpunkt
Wenn sich Koordinaten in Positionier-Sätzen auf den Maschinen-Null-
punkt beziehen sollen, dann geben Sie in diesen Sätzen M91 ein.
Die TNC zeigt die Koordinatenwerte bezogen auf den Maschinen-Null-
punkt an. In der Status-Anzeige schalten Sie die Koordinaten-Anzeige
auf REF, siehe „Status-Anzeigen”, Seite 10.
Verhalten mit M92 – Maschinen-Bezugspunkt
Wenn sich die Koordinaten in Positionier-Sätzen auf den Maschinen-
Bezugspunkt beziehen sollen, dann geben Sie in diesen Sätzen M92
ein.
X (Z,Y)
X
MP
Neben dem Maschinen-Nullpunkt kann der Maschinenher-
steller noch eine weitere maschinenfeste Position
(Maschinen-Bezugspunkt) festlegen.
Der Maschinenhersteller legt für jede Achse den Abstand
des Maschinen-Bezugspunkts vom Maschinen-Nullpunkt
fest (siehe Maschinenhandbuch).
Auch mit M91 oder M92 führt die TNC die Radiuskorrektur
korrekt aus. Die Werkzeug-Länge wird jedoch nicht
berücksichtigt.