6 p ro g ra m m ier -b ei s p ie le – HEIDENHAIN TNC 410 ISO Programming Benutzerhandbuch
Seite 351
Advertising
HEIDENHAIN TNC 410, TNC 426, TNC 430
325
9.
6 P
ro
g
ra
m
m
ier
-B
ei
s
p
ie
le
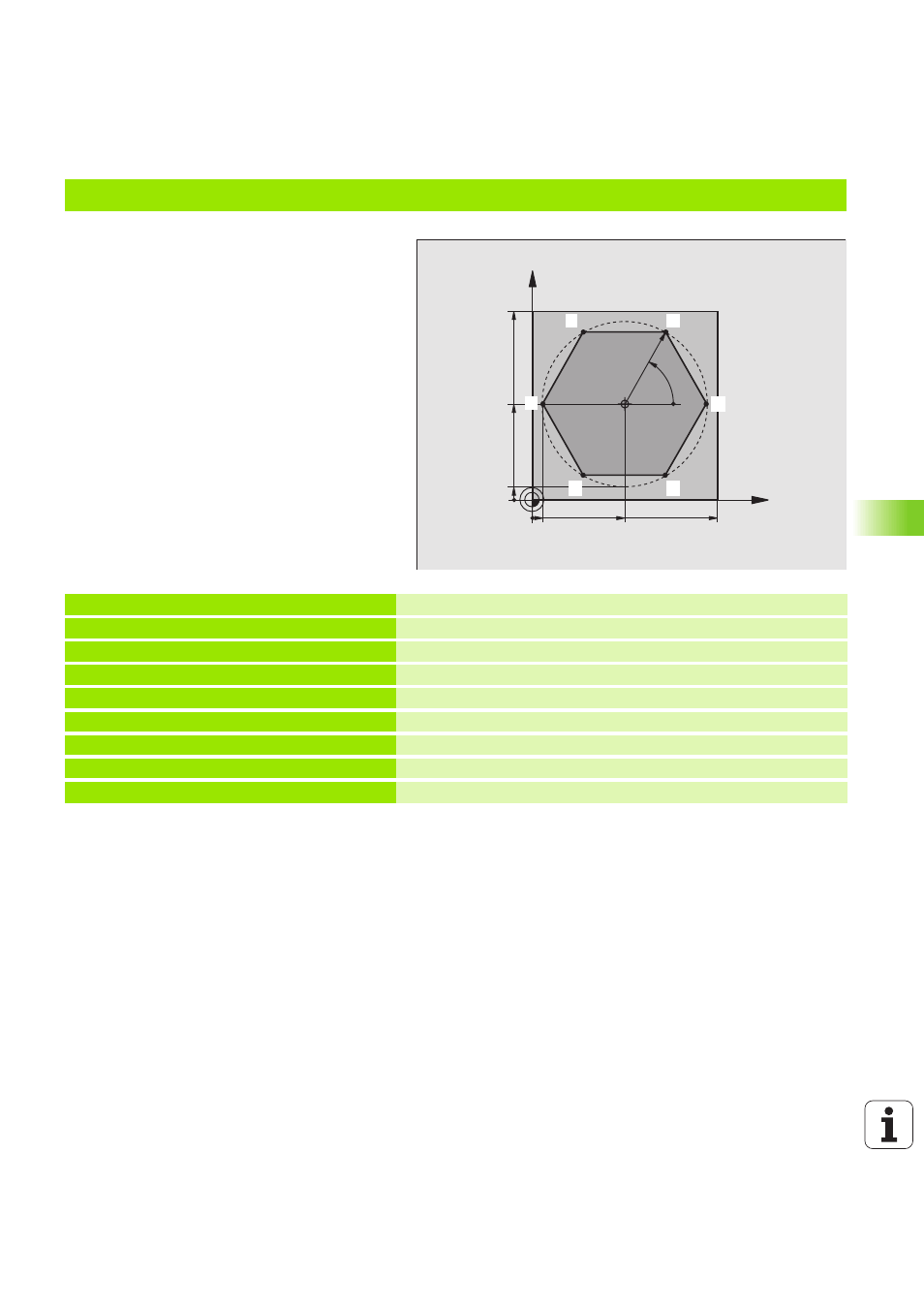
Beispiel: Konturfräsen in mehreren Zustellungen
Programm-Ablauf
n
Werkzeug vorpositionieren auf Oberkante Werk-
stück
n
Zustellung inkremental eingeben
n
Konturfräsen
n
Zustellung und Konturfräsen wiederholen
% P GM W DH G7 1 *
N 1 0 G 30 G1 7 X + 0 Y +0 Z- 4 0 *
N 2 0 G 31 G9 0 X + 10 0 Y + 10 0 Z + 0 *
N 3 0 G 99 T1 L+ 0 R + 7, 5 *
Werkzeug-Definition
N 4 0 T 1 G 17 S4 0 00 *
Werkzeug-Aufruf
N 5 0 G 00 G4 0 G 9 0 Z +2 5 0 *
Werkzeug freifahren
N 6 0 I +5 0 J + 50 *
Pol setzen
N 7 0 G 10 R+ 6 0 H +1 8 0 *
Vorpositionieren Bearbeitungsebene
N 8 0 G 01 Z+ 0 F 1 00 0 M 3 *
Vorpositionieren auf Oberkante Werkstück
X
Y
50
100
50
I,J
5
100
R
4
5
60°
5
1
1
1
2
1
3
1
4
1
5
1
6
Advertising
Dieses Handbuch ist für die folgenden Produkte bezogen werden: