HEIDENHAIN TNC 410 ISO Programming Benutzerhandbuch
Seite 277
HEIDENHAIN TNC 410, TNC 426, TNC 430
251
8
.4
Zy
k
le
n
z
u
m
F
rä
s
e
n
v
o
n
T
a
s
c
h
e
n
, Za
pf
e
n
und N
u
te
n
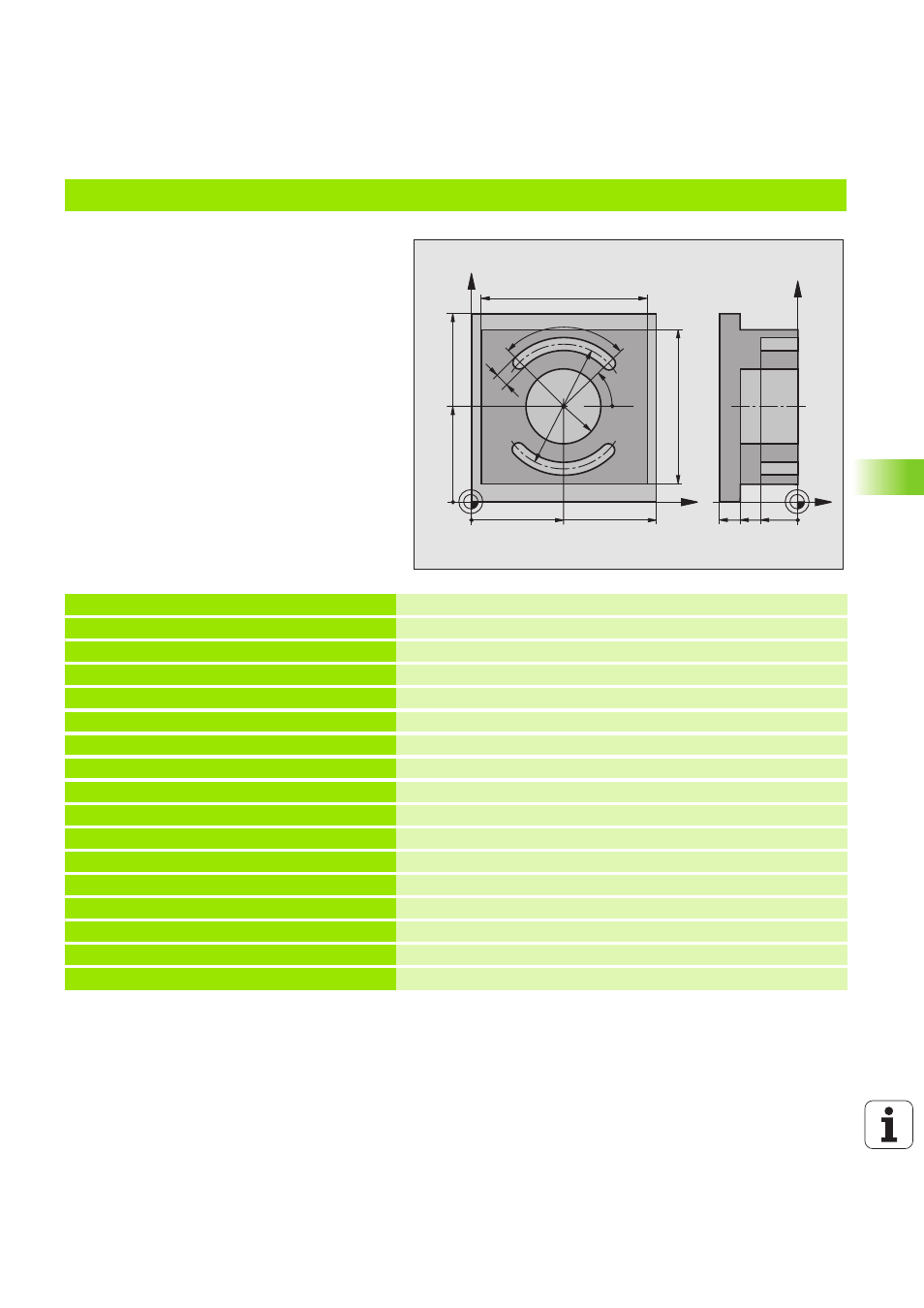
Beispiel: Tasche, Zapfen und Nuten fräsen
% C 21 0 G 7 1 *
N 1 0 G 30 G1 7 X + 0 Y +0 Z- 4 0 *
Rohteil-Definition
N 2 0 G 31 G9 0 X + 10 0 Y + 10 0 Z + 0 *
N 3 0 G 99 T1 L+ 0 R + 6 *
Werkzeug-Definition Schruppen/Schlichten
N 4 0 G 99 T2 L+ 0 R + 3 *
Werkzeug-Definition Nutenfräser
N 5 0 T 1 G 17 S3 5 00 *
Werkzeug-Aufruf Schruppen/Schlichten
N 6 0 G 00 G4 0 G 9 0 Z +2 5 0 *
Werkzeug freifahren
N 7 0 G 21 3 Q 2 00 = 2 Q 20 1 =- 3 0 Q 20 6 =2 5 0 Q 2 02 = 5
Zyklus-Definition Außenbearbeitung
Q 20 7 =2 5 0 Q 20 3 =+ 0 Q 2 04 = 20 Q2 1 6= + 5 0
Q 2 17 = + 50 Q 2 18 + 90 Q2 1 9= 8 0 Q 22 0 =0 Q2 2 1= 5 *
N 8 0 G 79 M0 3 *
Zyklus-Aufruf Außenbearbeitung
N 9 0 G 78 P 0 1 2 P 0 2 - 30 P0 3 5 P 0 4 2 50 P0 5 2 5
Zyklus-Definition Kreistasche
P 06 40 0 *
N 1 00 G0 0 G 4 0 X +5 0 Y + 50 *
N 1 10 Z+ 2 M 9 9 *
Zyklus-Aufruf Kreistasche
N 1 20 Z+ 2 50 M0 6 *
Werkzeug-Wechsel
N 1 30 T2 G1 7 S 5 00 0 *
Werkzeug-Aufruf Nutenfräser
X
Y
50
50
100
100
80
90
8
90°
45°
R
25
70
Z
Y
-40
-20
-30