Bezugspunkt setzen – HEIDENHAIN TNC 410 ISO Programming Benutzerhandbuch
Seite 51
HEIDENHAIN TNC 410, TNC 426, TNC 430
25
2
.4
B
e
z
u
g
s
punk
t-
S
e
tz
e
n
(
o
h
n
e
3
D
-T
a
s
ts
y
s
te
m
)
Bezugspunkt setzen
Betriebsart Manueller Betrieb wählen
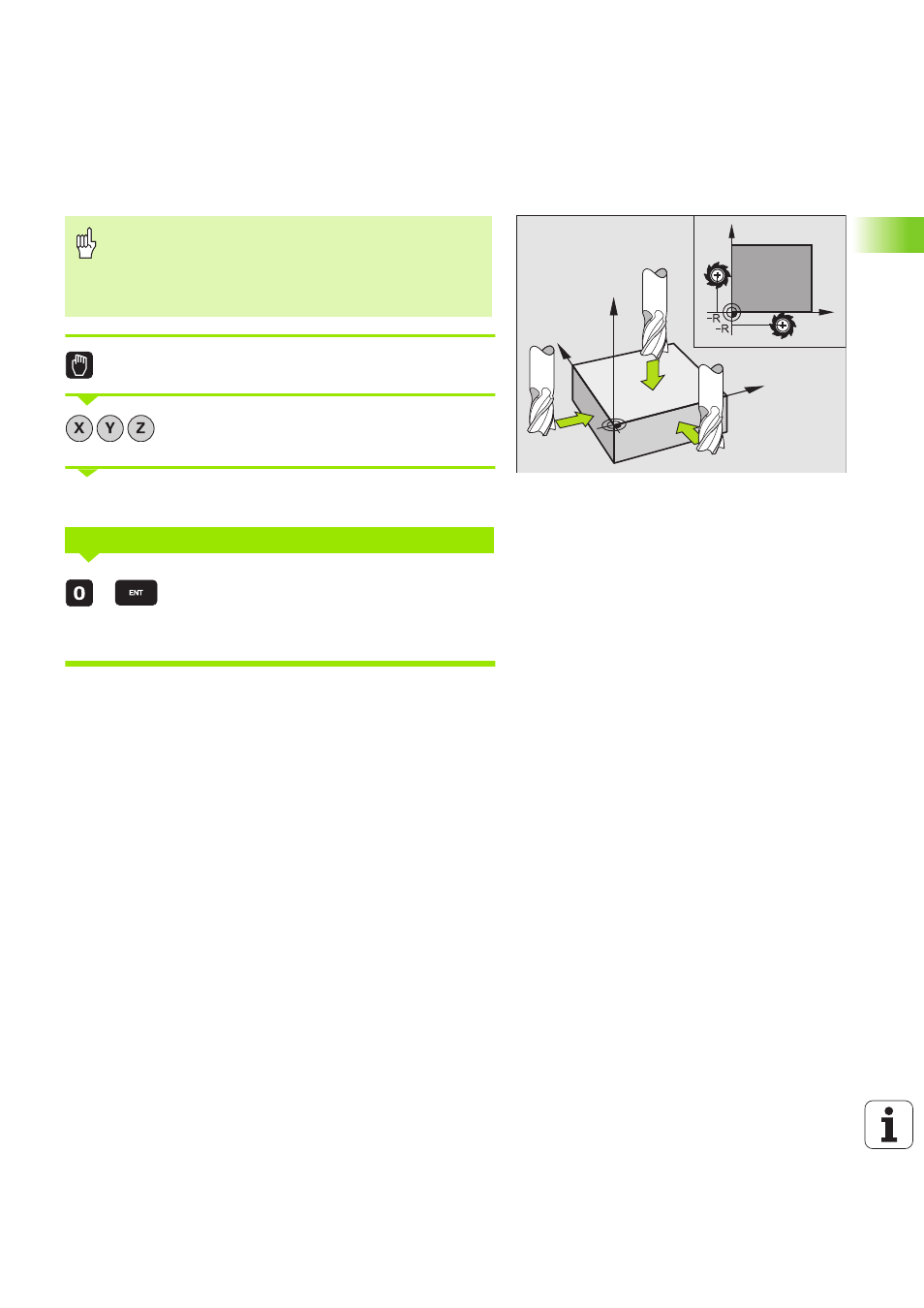
Werkzeug vorsichtig verfahren, bis es das Werkstück
berührt (ankratzt)
Achse wählen (alle Achsen sind auch über die ASCII-
Tastatur wählbar)
Nullwerkzeug, Spindelachse: Anzeige auf bekannte
Werkstück-Position (z.B. 0) setzen oder Dicke d des
Blechs eingeben. In der Bearbeitungsebene: Werk-
zeug-Radius berücksichtigen
Die Bezugspunkte für die verbleibenden Achsen setzen Sie auf die
gleiche Weise.
Wenn Sie in der Zustellachse ein voreingestelltes Werkzeug verwen-
den, dann setzen Sie die Anzeige der Zustellachse auf die Länge L des
Werkzeugs bzw. auf die Summe Z=L+d.
Schutzmaßnahme
Falls die Werkstück-Oberfläche nicht angekratzt werden
darf, wird auf das Werkstück ein Blech bekannter Dicke d
gelegt. Für den Bezugspunkt geben Sie dann einen um d
größeren Wert ein.
B e zu g sp u nk t -S e tz e n Z =
Y
X
Z
X
Y