G85 gewindebohren gs ohne ausgleichsfutter – HEIDENHAIN TNC 410 ISO Programming Benutzerhandbuch
Seite 229
HEIDENHAIN TNC 410, TNC 426, TNC 430
203
8
.3
Zy
k
le
n
z
u
m
B
ohr
e
n
, G
e
w
inde
bohr
e
n
u
nd G
e
w
inde
fr
ä
s
e
n
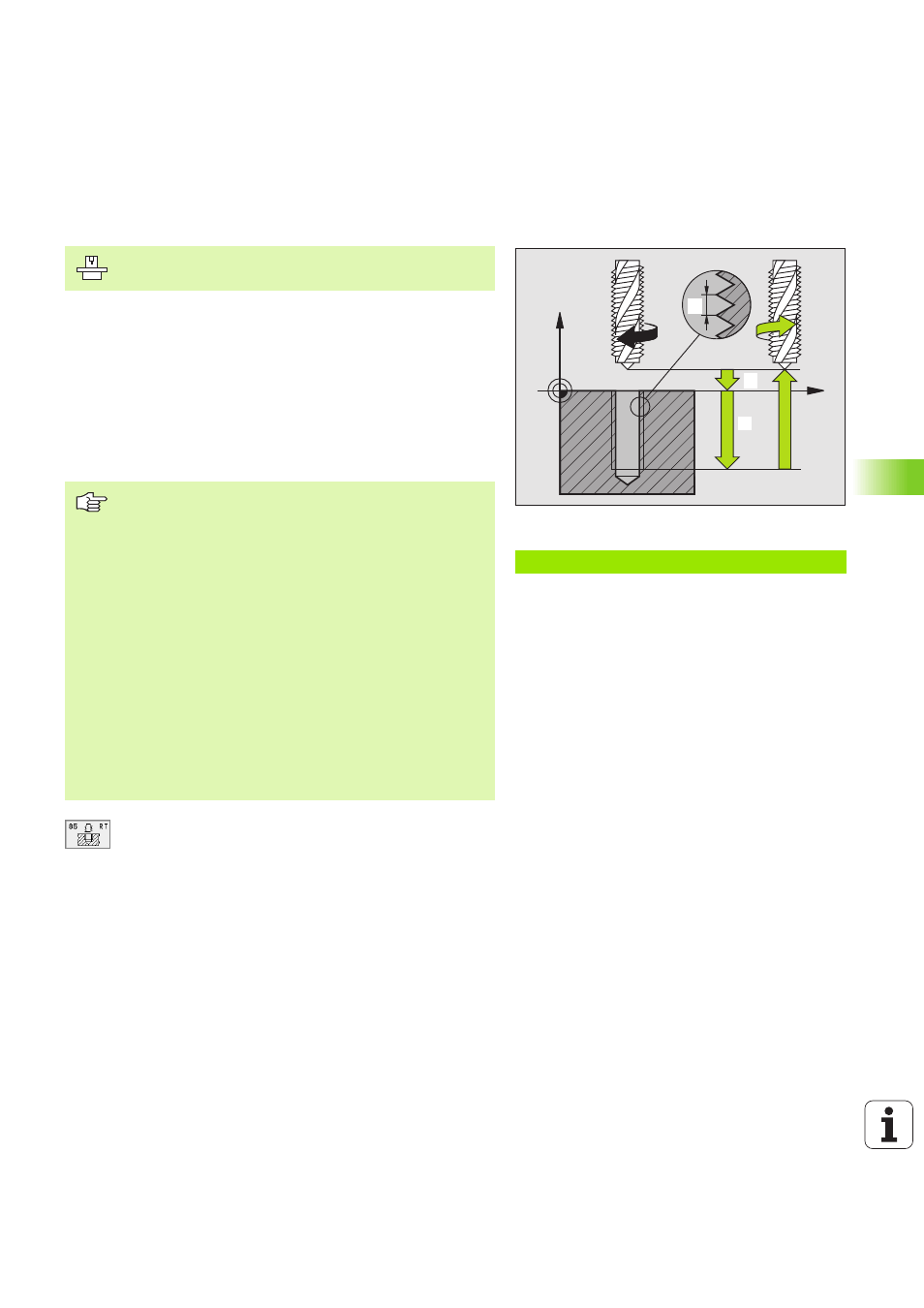
GEWINDEBOHREN ohne Ausgleichsfutter GS
(Zyklus G85)
Die TNC schneidet das Gewinde entweder in einem oder in mehreren
Arbeitsgängen ohne Längenausgleichsfutter.
Vorteile gegenüber dem Zyklus Gewindebohren mit Ausgleichsfutter:
n
Höhere Bearbeitungsgeschwindigkeit
n
Gleiches Gewinde wiederholbar, da sich die Spindel beim Zyklus-
Aufruf auf die 0°-Position ausrichtet (abhängig von Maschinen-Para-
meter 7160)
n
Größerer Verfahrbereich der Spindelachse, da das Ausgleichsfutter
entfällt
U
U
U
U
Sicherheits-Abstand
1
(inkremental): Abstand Werk-
zeugspitze (Startposition) – Werkstück-Oberfläche
U
U
U
U
Bohrtiefe
2
(inkremental): Abstand Werkstück-Ober-
fläche (Gewindebeginn) – Gewindeende
U
U
U
U
Gewindesteigung
3
:
Steigung des Gewindes. Das Vorzeichen legt Rechts-
oder Linksgewinde fest:
+= Rechtsgewinde
–= Linksgewinde
Beispiel: NC-Satz
N 1 8 G 85 P0 1 2 P0 2 - 2 0 P 03 +1 *
X
Z
1111
12
13
Maschine und TNC müssen vom Maschinenhersteller vor-
bereitet sein.
Beachten Sie vor dem Programmieren
Positionier-Satz auf den Startpunkt (Bohrungsmitte) in der
Bearbeitungsebene mit Radiuskorrektur G40 programmie-
ren.
Positionier-Satz auf den Startpunkt in der Spindelachse
(Sicherheits-Abstand über Werkstück-Oberfläche) pro-
grammieren.
Das Vorzeichen des Parameters Bohrtiefe legt die Arbeits-
richtung fest.
Die TNC berechnet den Vorschub in Abhängigkeit von der
Drehzahl. Wenn Sie während des Gewindebohrens den
Drehknopf für den Drehzahl-Override betätigen, passt die
TNC den Vorschub automatisch an
Der Drehknopf für den Vorschub-Override ist nicht aktiv.
Am Zyklusende steht die Spindel. Vor der nächsten Bear-
beitung Spindel mit M3 (bzw. M4) wieder einschalten.