HEIDENHAIN TNC 410 ISO Programming Benutzerhandbuch
Seite 248
222
8 Programmieren: Zyklen
8
.3
Zy
k
le
n
z
u
m
B
ohr
e
n
, G
e
w
inde
bohr
e
n
u
nd G
e
w
inde
fr
ä
s
e
n
U
U
U
U
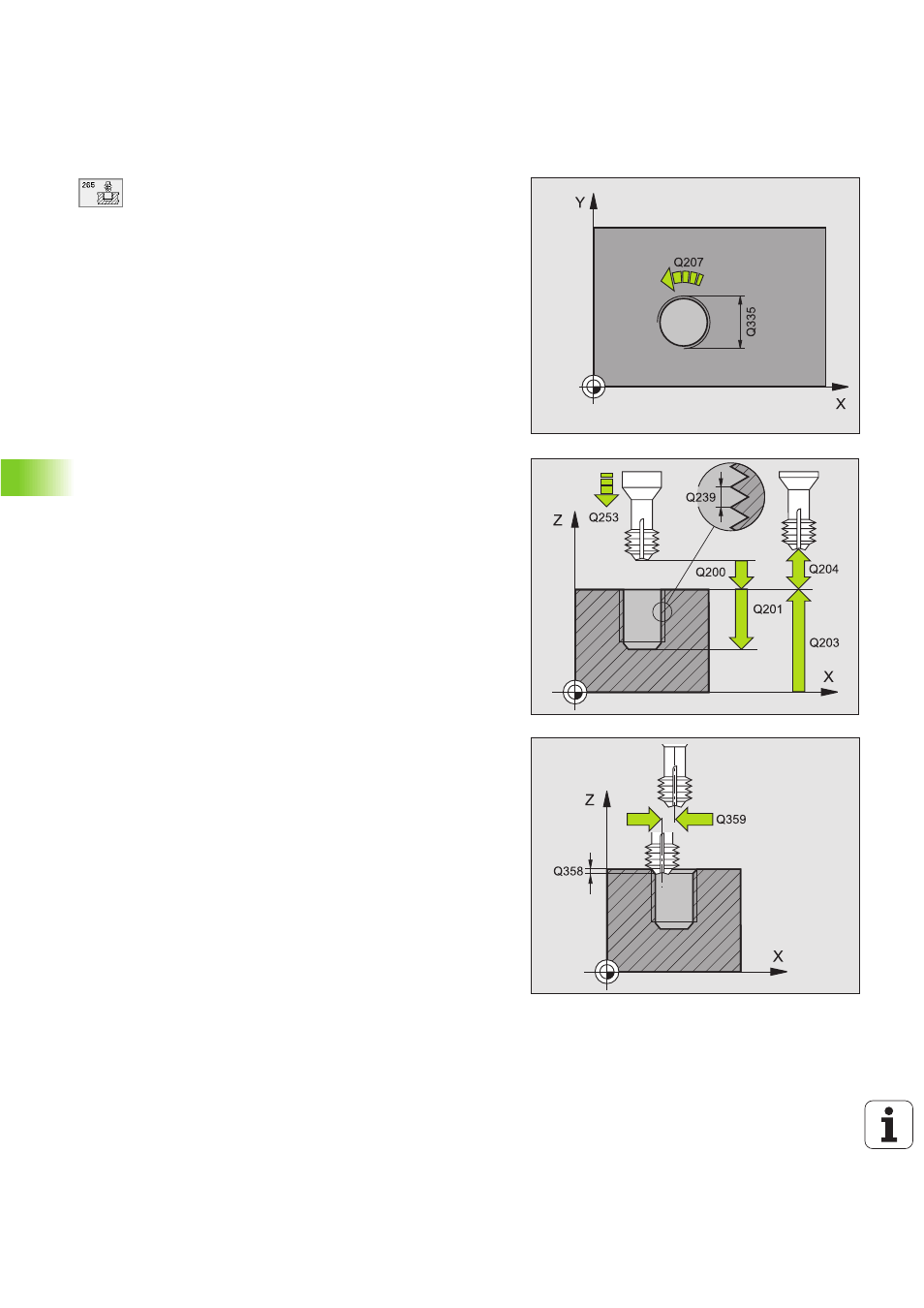
Soll-Durchmesser
Q335: Gewindenenndurchmesser
U
U
U
U
Gewindesteigung
Q239: Steigung des Gewindes. Das
Vorzeichen legt Rechts- oder Linksgewinde fest:
+= Rechtsgewinde
– = Linksgewinde
U
U
U
U
Gewindetiefe
Q201 (inkremental): Abstand zwischen
Werkstück-Oberfläche und Gewindegrund
U
U
U
U
Vorschub Vorpositionieren
Q253: Verfahrgeschwin-
digkeit des Werkzeugs beim Eintauchen in das Werk-
stück bzw. beim Herausfahren aus dem Werkstück in
mm/min
U
U
U
U
Tiefe Stirnseitig
Q358 (inkremental): Abstand zwi-
schen Werkstück-Oberfläche und Werkzeugspitze
beim stirnseitigen Senkvorgang
U
U
U
U
Versatz Senken Stirnseite
Q359 (inkremental):
Abstand um den die TNC die Werkzeugmitte aus der
Bohrungsmitte versetzt
U
U
U
U
Senkvorgang
Q360: Ausführung der Fase
0 = vor der Gewindebearbeitung
1 = nach der Gewindebearbeitung
U
U
U
U
Sicherheits-Abstand
Q200 (inkremental): Abstand
zwischen Werkzeugspitze und Werkstück-Oberflä-
che