HEIDENHAIN TNC 410 ISO Programming Benutzerhandbuch
Seite 225
HEIDENHAIN TNC 410, TNC 426, TNC 430
199
8
.3
Zy
k
le
n
z
u
m
B
ohr
e
n
, G
e
w
inde
bohr
e
n
u
nd G
e
w
inde
fr
ä
s
e
n
U
U
U
U
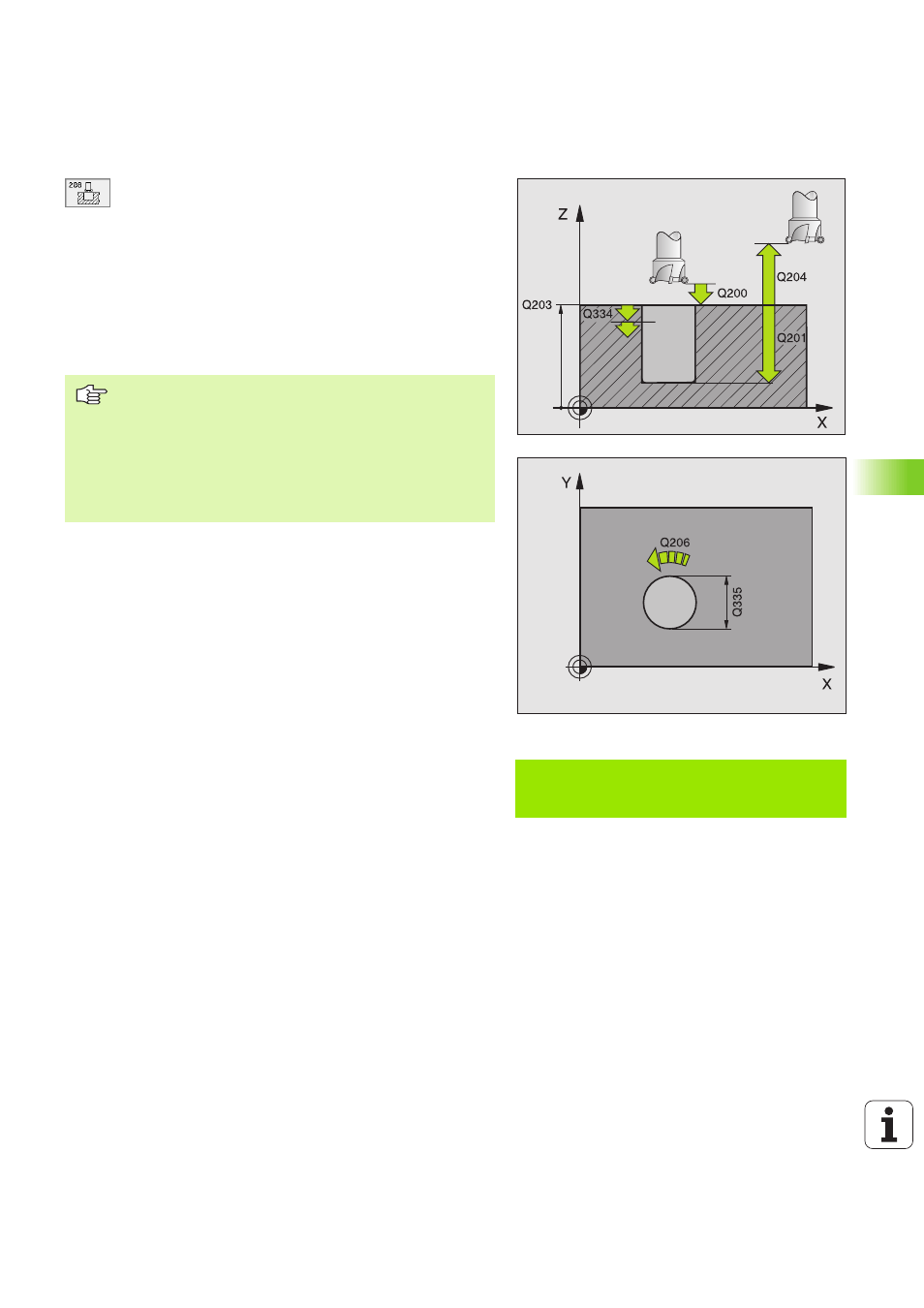
Sicherheits-Abstand
Q200 (inkremental): Abstand
Werkzeug-Unterkante – Werkstück-Oberfläche
U
U
U
U
Tiefe
Q201 (inkremental): Abstand Werkstück-Ober-
fläche – Bohrungsgrund
U
U
U
U
Vorschub Tiefenzustellung
Q206: Verfahrgeschwin-
digkeit des Werkzeugs beim Bohren auf der Schrau-
benlinie in mm/min
U
U
U
U
Zustellung pro Schraubenlinie
Q334 (inkremental):
Maß, um welches das Werkzeug auf einer Schrau-
benlinie (=360°) jeweils zugestellt wird
U
U
U
U
Koord. Werkstück-Oberfläche
Q203 (absolut): Koordi-
nate Werkstück-Oberfläche
U
U
U
U
2. Sicherheits-Abstand
Q204 (inkremental): Koordi-
nate Spindelachse, in der keine Kollision zwischen
Werkzeug und Werkstück (Spannmittel) erfolgen
kann
U
U
U
U
Soll-Durchmesser
Q335 (absolut): Bohrungs-Durch-
messer. Wenn Sie den Soll-Durchmesser gleich dem
Werkzeug-Durchmesser eingeben, dann bohrt die
TNC ohne Schraubenlinien-Interpolation direkt auf die
eingegebene Tiefe
U
U
U
U
Vorgebohrter Durchmesser
Q342 (absolut): Sobald Sie
in Q342 einen Wert größer 0 eingeben, führt die TNC
keine Überprüfung bzgl. des Durchmesser-Verhältnis-
ses Soll- zu Werkzeug-Durchmesser mehr durch.
Dadurch können Sie Bohrungen ausfräsen, deren
Durchmesser mehr als doppelt so groß sind wie der
Werkzeug-Durchmesser
Beispiel: NC-Satz
N 1 2 G 20 8 Q 2 00 = 2 Q 2 01 = -8 0 Q 2 06 = 15 0
Q 33 4 =1 . 5 Q 2 03 = +1 0 0 Q 20 4 =5 0 Q 3 35 = 25
Q 34 2 =0 *
Beachten Sie, dass Ihr Werkzeug bei zu großer Zustellung
sowohl sich selbst als auch das Werkstück beschädigt.
Um die Eingabe zu großer Zustellungen zu vermeiden,
geben Sie in der Werkzeug-Tabelle in der Spalte ANGLE den
maximal möglichen Eintauchwinkel des Werkzeugs an,
siehe „ Werkzeug-Daten”, Seite 99. Die TNC berechnet
dann automatisch die maximal erlaubte Zustellung und
ändert ggf. Ihren eingegebenen Wert ab.