HEIDENHAIN TNC 410 ISO Programming Benutzerhandbuch
Seite 256
230
8 Programmieren: Zyklen
8
.3
Zy
k
le
n
z
u
m
B
ohr
e
n
, G
e
w
inde
bohr
e
n
u
nd G
e
w
inde
fr
ä
s
e
n
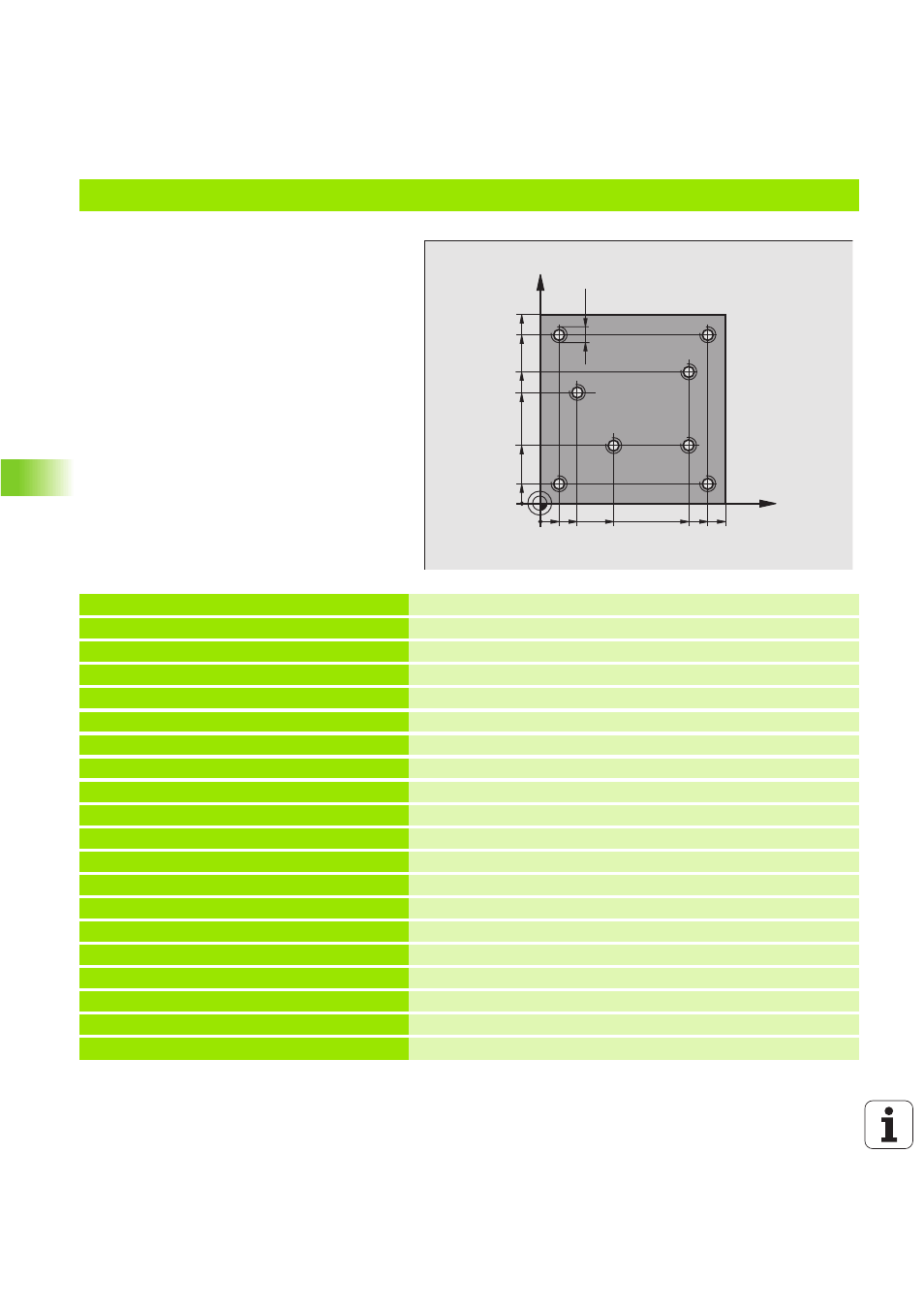
Beispiel: Bohrzyklen in Verbindung mit Punkte-Tabelle (nur TNC 410)
Die Bohrungskoordinaten sind in der Punkte-
Tabelle TAB1.PNT gespeichert und werden von
der TNC mit G79 PAT gerufen.
Die Werkzeug-Radien sind so gewählt, dass alle
Arbeitsschritte in der Testgrafik zu sehen sind.
Programm-Ablauf
n
Zentrieren
n
Bohren
n
Gewindebohren
%1 G7 1 *
N1 0 G 3 0 G 1 7 X +0 Y + 0 Z- 2 0 *
Rohteil-Definition
N2 0 G 3 1 X + 10 0 Y +1 0 0 Z+ 0 *
N3 0 G 9 9 1 L+ 0 R + 4 *
Werkzeug-Definition Zentrierer
N4 0 G 9 9 2 L+ 0 R + 2. 4 *
Werkzeug-Definition Bohrer
N5 0 G 9 9 3 L+ 0 R + 3 *
Werkzeug-Definition Gewindebohrer
N6 0 T 1 G 1 7 S 5 00 0 *
Werkzeug-Aufruf Zentrierer
N7 0 G 0 1 G 4 0 Z +1 0 F 5 00 0 *
Werkzeug auf sichere Höhe fahren (F mit Wert programmieren,
die TNC positioniert nach jedem Zyklus auf die sichere Höhe)
N8 0 % : PA T : " T AB 1 " *
Punkte-Tabelle festlegen
N9 0 G 2 00 Q 20 0 =2 Q2 0 1= - 2 Q 20 6 =1 5 0 Q 20 2 =2
Zyklus-Definition Zentrieren
Q 2 10 = 0 Q 2 03 = +0 Q2 0 4= 0 *
Bei Q203 und Q204 zwingend 0 eingeben
N1 0 0 G 79 “ PA T “ F 50 0 0 M 3 *
Zyklus-Aufruf in Verbindung mit Punkte-Tabelle TAB1.PNT,
Vorschub zwischen den Punkten: 5000 mm/min
N1 1 0 G 00 G 40 Z+ 1 00 M6 *
Werkzeug freifahren, Werkzeug-Wechsel
N1 2 0 T 2 G 1 7 S 50 0 0 *
Werkzeug-Aufruf Bohrer
N1 3 0 G 01 G 40 Z+ 1 0 F 50 0 0 *
Werkzeug auf sichere Höhe fahren (F mit Wert programmieren)
N1 4 0 G 20 0 Q2 0 0= 2 Q 2 01 = -2 5 Q 2 06 = 15 0 Q 2 02 = 5
Zyklus-Definition Bohren
Q 21 0 = 0 Q 20 3 =+ 0 Q 2 04 = 0 *
Bei Q203 und Q204 zwingend 0 eingeben
N1 5 0 G 79 “ PA T “ F 50 0 0 M 3 *
Zyklus-Aufruf in Verbindung mit Punkte-Tabelle TAB1.PNT
X
Y
20
10
100
100
10
90
90
80
30
55
40
65
M6