Bohren (zyklus g200) – HEIDENHAIN TNC 410 ISO Programming Benutzerhandbuch
Seite 213
HEIDENHAIN TNC 410, TNC 426, TNC 430
187
8
.3
Zy
k
le
n
z
u
m
B
ohr
e
n
, G
e
w
inde
bohr
e
n
u
nd G
e
w
inde
fr
ä
s
e
n
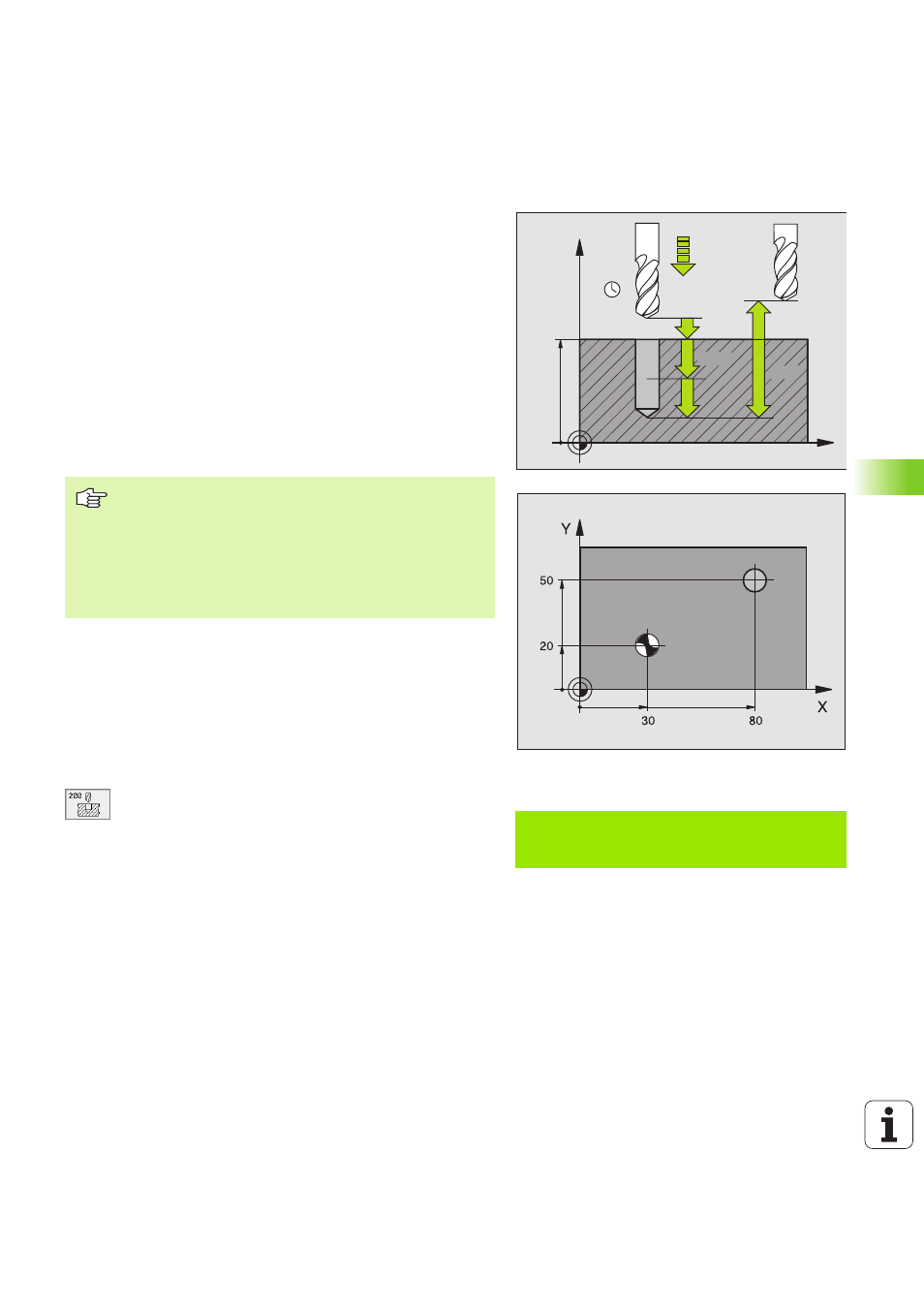
BOHREN (Zyklus G200)
1
Die TNC positioniert das Werkzeug in der Spindelachse im Eilgang
auf den Sicherheits-Abstand über der Werkstück-Oberfläche
2
Das Werkzeug bohrt mit dem programmierten Vorschub F bis zur
ersten Zustell-Tiefe
3
Die TNC fährt das Werkzeug mit Eilgang auf den Sicherheits-
Abstand zurück, verweilt dort - falls eingegeben - und fährt
anschließend wieder mit Eilgang bis auf Sicherheits-Abstand über
die erste Zustell-Tiefe
4
Anschließend bohrt das Werkzeug mit eingegebenem Vorschub F
um eine weitere Zustell-Tiefe
5
Die TNC wiederholt diesen Ablauf (2 bis 4), bis die eingegebene
Bohrtiefe erreicht ist
6
Vom Bohrungsgrund fährt das Werkzeug mit Eilgang auf Sicher-
heits-Abstand oder – falls eingegeben – auf den
2. Sicherheits-Abstand
U
U
U
U
Sicherheits-Abstand
Q200 (inkremental): Abstand
Werkzeugspitze – Werkstück-Oberfläche; Wert posi-
tiv eingeben
U
U
U
U
Tiefe
Q201 (inkremental): Abstand Werkstück-Ober-
fläche – Bohrungsgrund (Spitze des Bohrkegels)
U
U
U
U
Vorschub Tiefenzustellung
Q206: Verfahrgeschwin-
digkeit des Werkzeugs beim Bohren in mm/min
U
U
U
U
Zustell-Tiefe
Q202 (inkremental): Maß, um welches
das Werkzeug jeweils zugestellt wird. Die Tiefe muss
kein Vielfaches der Zustell-Tiefe sein. Die TNC fährt in
einem Arbeitsgang auf die Tiefe wenn:
n
Zustell-Tiefe und Tiefe gleich sind
n
die Zustell-Tiefe größer als die Tiefe ist
X
Z
Q200
Q201
Q206
Q202
Q210
Q203
Q204
Beachten Sie vor dem Programmieren
Positionier-Satz auf den Startpunkt (Bohrungsmitte) der
Bearbeitungsebene mit Radiuskorrektur G40
programmieren.
Das Vorzeichen des Zyklusparameters Tiefe legt die
Arbeitsrichtung fest. Wenn Sie die Tiefe = 0 programmie-
ren, dann führt die TNC den Zyklus nicht aus.
Beispiel: NC-Satz
N 7 0 G 20 0 Q 2 00 = 2 Q 2 01 = -2 0 Q 2 06 = 15 0
Q 20 2 =5 Q2 1 0 =0 Q2 0 3= + 0 Q 20 4 =5 0
Q 21 1 =0 *