HEIDENHAIN TNC 410 ISO Programming Benutzerhandbuch
Seite 319
HEIDENHAIN TNC 410, TNC 426, TNC 430
293
8.
8 Z
ykl
en
z
u
m
A
b
ze
il
en
U
U
U
U
Startpunkt 1. Achse
Q225 (absolut): Startpunkt-Koor-
dinate der abzuzeilenden Fläche in der Hauptachse
der Bearbeitungsebene
U
U
U
U
Startpunkt 2. Achse
Q226 (absolut): Startpunkt-Koor-
dinate der abzuzeilenden Fläche in der Nebenachse
der Bearbeitungsebene
U
U
U
U
Startpunkt 3. Achse
Q227 (absolut): Startpunkt-Ko-
ordinate der abzuzeilenden Fläche in der Spin-
delachse
U
U
U
U
2. Punkt 1. Achse
Q228 (absolut): Endpunkt-Koordi-
nate der abzuzeilenden Fläche in der Hauptachse der
Bearbeitungsebene
U
U
U
U
2. Punkt 2. Achse
Q229 (absolut): Endpunkt-Koordi-
nate der abzuzeilenden Fläche in der Nebenachse der
Bearbeitungsebene
U
U
U
U
2. Punkt 3. Achse
Q230 (absolut): Endpunkt-Koordi-
nate der abzuzeilenden Fläche in der Spindelachse
U
U
U
U
3. Punkt 1. Achse
Q231 (absolut): Koordinate des
Punktes
3
in der Hauptachse der Bearbeitungsebene
U
U
U
U
3. Punkt 2. Achse
Q232 (absolut): Koordinate des
Punktes
3
in der Nebenachse der Bearbeitungsebene
U
U
U
U
3. Punkt 3. Achse
Q233 (absolut): Koordinate des
Punktes
3
in der Spindelachse
U
U
U
U
4. Punkt 1. Achse
Q234 (absolut): Koordinate des
Punktes
4
in der Hauptachse der Bearbeitungsebene
U
U
U
U
4. Punkt 2. Achse
Q235 (absolut): Koordinate des
Punktes
4
in der Nebenachse der Bearbeitungsebene
U
U
U
U
4. Punkt 3. Achse
Q236 (absolut): Koordinate des
Punktes
4
in der Spindelachse
U
U
U
U
Anzahl Schnitte
Q240: Anzahl der Zeilen, die die TNC
das Werkzeug zwischen Punkt
1
und
4
, bzw. zwi-
schen Punkt
2
und
3
verfahren soll
U
U
U
U
Vorschub Fräsen
Q207: Verfahrgeschwindigkeit des
Werkzeugs beim Fräsen in mm/ min. Die TNC führt
den ersten Schnitt mit dem halben programmierten
Wert aus
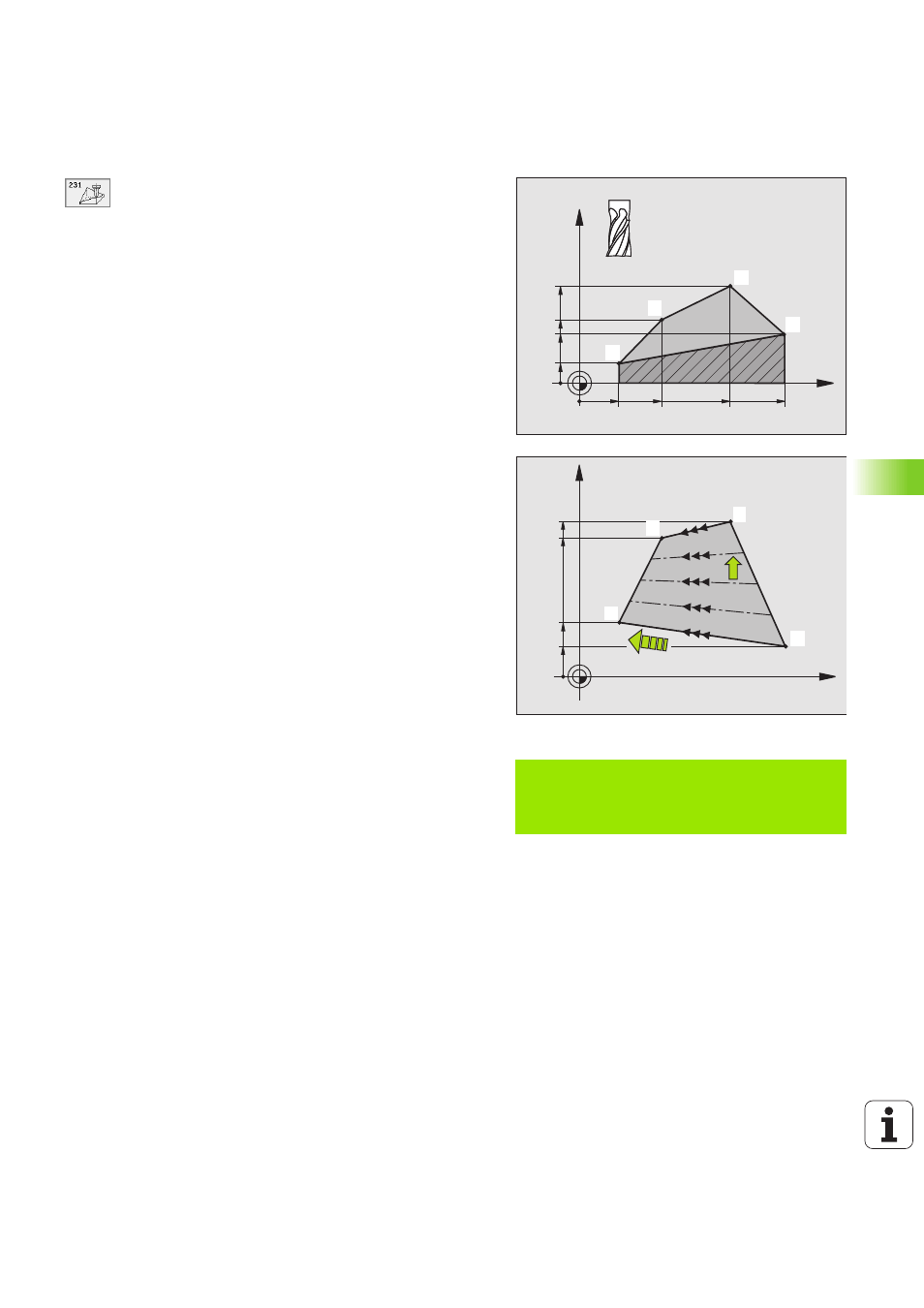
Beispiel: NC-Sätze
N 7 2 G 23 1 Q 2 25 = + 0 Q 22 6 =+ 5 Q 2 27 = -2
Q 22 8 =+ 1 00 Q 22 9 =+ 1 5 Q 23 0 =+ 5 Q 2 31 = +1 5
Q 23 2 =+ 1 25 Q 23 3 =+ 2 5 Q 23 4 =+ 1 5 Q 23 5 =+ 1 25
Q 23 6 =+ 2 5 Q 2 40 = 40 Q2 0 7= 5 00 *
X
Z
Q236
Q233
Q227
Q230
Q228
Q225
Q234
Q231
11
12
13
14
X
Y
Q229
Q207
N = Q240
Q226
Q232
Q235
11
12
13
14