2 unterprogramme, Arbeitsweise, Programmier-hinweise – HEIDENHAIN TNC 410 ISO Programming Benutzerhandbuch
Seite 345: Unterprogramm programmieren, Unterprogramm aufrufen, 2 u n te rp ro g ram m e 9.2 unterprogramme
HEIDENHAIN TNC 410, TNC 426, TNC 430
319
9.
2 U
n
te
rp
ro
g
ram
m
e
9.2 Unterprogramme
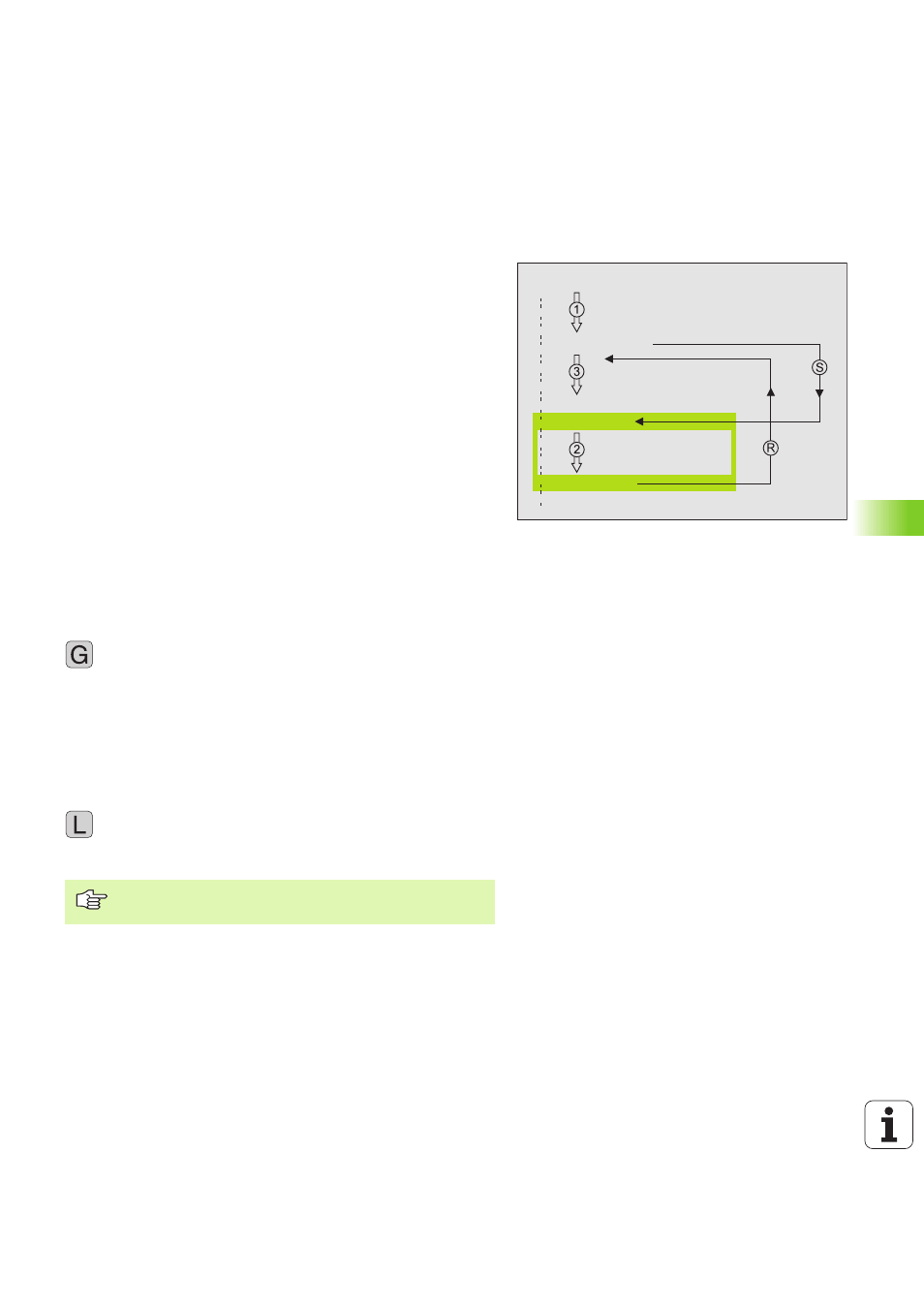
Arbeitsweise
1
Die TNC führt das Bearbeitungs-Programm bis zu einem Unterpro-
gramm-Aufruf LN,0 aus. n ist eine beliebige Label-Nummer
2
Ab dieser Stelle arbeitet die TNC das aufgerufene Unterprogramm
bis zum Unterprogramm-Ende G98 L0 ab
3
Danach führt die TNC das Bearbeitungs-Programm mit dem Satz
fort, der auf den Unterprogramm-Aufruf LN,0 folgt
Programmier-Hinweise
n
Ein Hauptprogramm kann bis zu 254 Unterprogramme enthalten
n
Sie können Unterprogramme in beliebiger Reihenfolge beliebig oft
aufrufen
n
Ein Unterprogramm darf sich nicht selbst aufrufen
n
Unterprogramme ans Ende des Hauptprogramms (hinter dem Satz
mit M2 bzw. M30) programmieren
n
Wenn Unterprogramme im Bearbeitungs-Programm vor dem Satz
mit M02 oder M30 stehen, dann werden sie ohne Aufruf minde-
stens einmal abgearbeitet
Unterprogramm programmieren
U
U
U
U
Anfang kennzeichnen: Funktion G98 wählen, mit Taste
ENT bestätigen
U
U
U
U
Unterprogramm-Nummer eingeben, mit Taste END
bestätigen
U
U
U
U
Ende kennzeichnen: Funktion G98 wählen und Label-
Nummer „0“eingeben
Unterprogramm aufrufen
U
U
U
U
Unterprogramm aufrufen: Taste L drücken
U
U
U
U
Label-Nummer des aufzurufenden Unterprogramms
und „,0 “ eingeben
% ...
L1,0
G00 Z+100 M2
G98 L1 *
G98 L0 *
N99999 % ...
98
L0,0
ist nicht erlaubt, da es dem Aufruf eines Unterpro-
gramm-Endes entspricht.