HEIDENHAIN TNC 410 ISO Programming Benutzerhandbuch
Seite 59
HEIDENHAIN TNC 410, TNC 426, TNC 430
33
3
.1
Ei
nf
a
che
B
e
a
rbe
it
ung
e
n
pr
ogr
a
m
m
ie
re
n
u
nd a
b
a
rbe
it
e
n
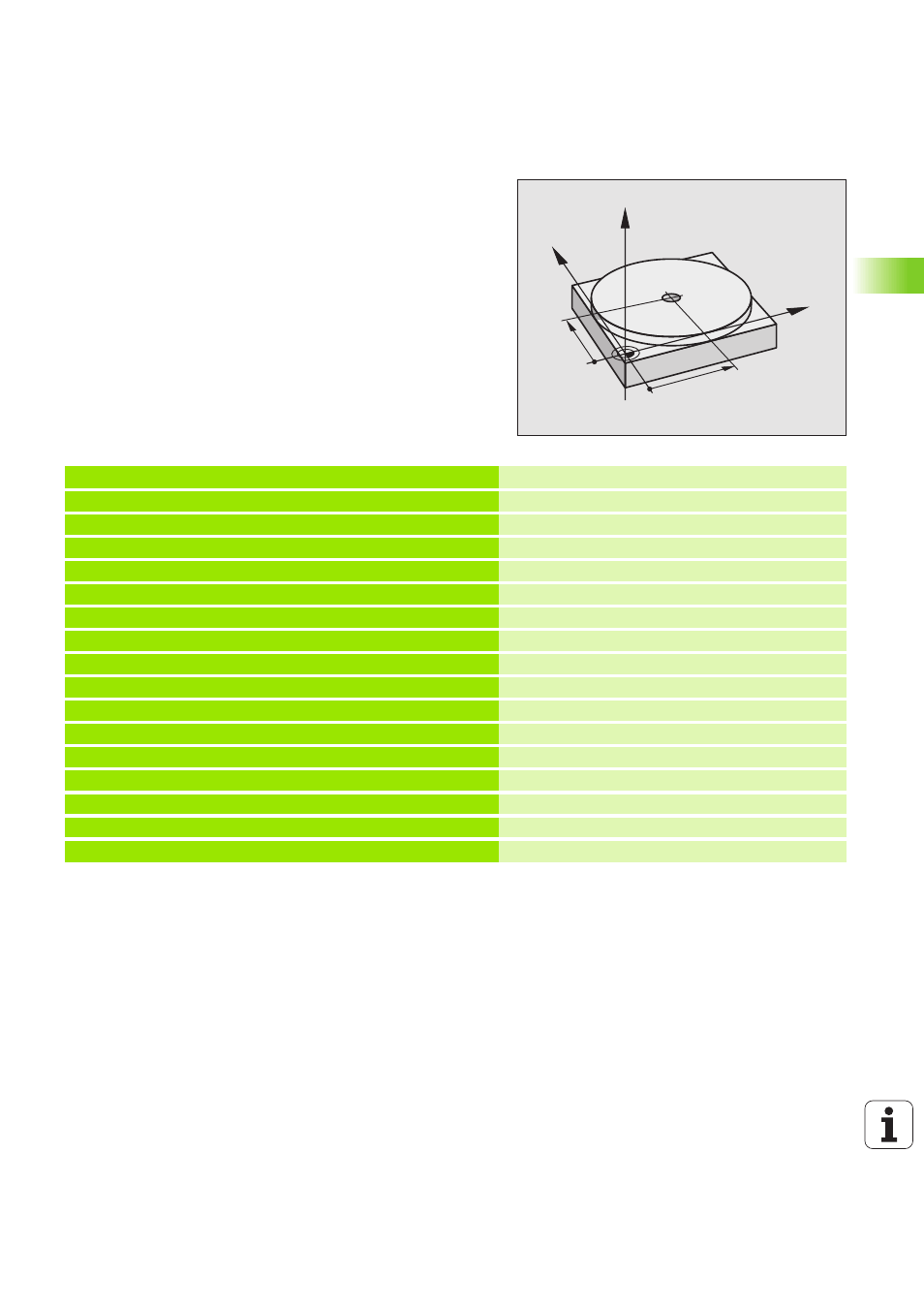
Beispiel 1
Ein einzelnes Werkstück soll mit einer 20 mm tiefen Bohrung verse-
hen werden. Nach dem Aufspannen des Werkstücks, dem Ausrichten
und Bezugspunkt-Setzen lässt sich die Bohrung mit wenigen Pro-
grammzeilen programmieren und ausführen.
Zuerst wird das Werkzeug mit Geraden-Sätzen über dem Werkstück
vorpositioniert und auf einen Sicherheitsabstand von 5 mm über dem
Bohrloch positioniert. Danach wird die Bohrung mit dem Zyklus G83
Tiefbohren ausgeführt.
Geraden-Funktion G00 (siehe „Gerade im Eilgang G00 Gerade mit Vor-
schub G01 F. . .” auf Seite 127), Zyklus G83 Tiefbohren (siehe „TIEF-
BOHREN (Zyklus G83)” auf Seite 186).
Y
X
Z
50
50
% $ MD I G 7 1 *
N 1 0 G 99 T1 L+ 0 R + 5 *
Werkzeug definieren: Nullwerkzeug, Radius 5
N 2 0 T 1 G 17 S2 0 00 *
Werkzeug aufrufen: Werkzeugachse Z,
Spindeldrehzahl 2000 U/min
N 3 0 G 00 G4 0 G 9 0 Z +2 0 0 *
Werkzeug freifahren (Eilgang)
N 4 0 X +5 0 Y + 50 M3 *
Werkzeug im Eilgang über Bohrloch positionieren,
Spindel ein
N 5 0 G 01 Z+ 2 F 2 00 0 *
Werkzeug 2 mm über Bohrloch positionieren
N 6 0 G 83
Zyklus G83 Tiefbohren definieren:
P 0 1 + 2
Sicherheitsabstand des Wkz über Bohrloch
P 0 2 - 2 0
Tiefe des Bohrlochs (Vorzeichen=Arbeitsrichtung)
P 0 3 + 1 0
Tiefe der jeweiligen Zustellung vor dem Rückzug
P 0 4 0 , 5
Verweilzeit am Bohrungsgrund in Sekunden
P 0 5 2 5 0 *
Bohrvorschub
N 7 0 G 79 *
Zyklus G83 Tiefbohren aufrufen
N 8 0 G 00 G4 0 Z + 20 0 M 2 *
Werkzeug freifahren
N 9 99 9 9 % $M D I G 71 *
Programm-Ende